430.000.000+ O-Ringe auf Lager
Schnelle Lieferung
Die trapezförmige O-Ring-Nut löst ein spezifisches Montageproblem: Der Ring kann nach dem Einbau nicht mehr aus der Nut fallen. Das klingt vielleicht wie ein Detail, aber bei Überkopfmontagen oder bei Maschinenteilen, die regelmäßig geöffnet und geschlossen werden, ist die trapezförmige O-Ring-Nut eine echte praktische Lösung, die verlorene Ringe und Nacharbeit verhindert. Die Nut ist komplexer zu fräsen als eine standardmäßige rechteckige Nut, aber die Mehrkosten zahlen sich durch weniger Ausfall und kürzere Montagezeit aus. Die Dichtleistung selbst ist mit der einer normalen Nut vergleichbar.
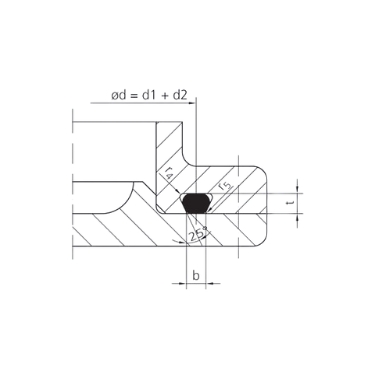
Eine Trapeznut hat keinen rechteckigen Querschnitt, sondern eine trapezförmige Form: Der Boden der Nut ist schmaler als die Öffnung. Dadurch klemmt sich der O-Ring nach dem Einsetzen in der Nut fest. Er kann nicht mehr herausfallen, auch dann nicht, wenn das Bauteil umgedreht oder bewegt wird. Das ist der entscheidende Vorteil gegenüber der Standard-Rechtecknut. Die Herstellung einer Trapeznut ist technisch aufwendiger und zeitintensiver als die einer rechteckigen Nut. Das ist ein echter Faktor bei großen Serien oder einfachen Anwendungen. Bei Anwendungen, bei denen der Ring während der Montage oder des Transports an seinem Platz bleiben muss, überwiegen die Mehrkosten der Bearbeitung in der Regel jedoch die Montagezeit und den Verlust von Ringen. Die Dichtleistung selbst ist bei gleicher Pressung mit der einer rechteckigen Nut vergleichbar.
Die Trapeznut ist kein universeller Ersatz für die Standard-Rechtecknut. Die Wahl ist nur in einer begrenzten Anzahl spezifischer Situationen sinnvoll. Es ist hilfreich, diese Situationen zu kennen, damit Sie die aufwendigere Bearbeitung nur dort einsetzen, wo sie tatsächlich einen Mehrwert bietet. In allen anderen Fällen ist die rechteckige Nut einfacher, günstiger und genauso zuverlässig.
Die Trapeznut arbeitet mit fünf Parametern, aber die Toleranzen sind anders als bei der rechteckigen Nut. Sowohl die Nuttiefe (t) als auch die Nutbreite (b) haben eine symmetrische Toleranz von ±0,05 mm. Das ist strenger als die asymmetrischen Toleranzen der rechteckigen Nut. Der Grund ist die trapezförmige Geometrie: Eine größere Maßabweichung in Tiefe oder Breite verändert die Klemmwirkung der Nut auf den Ring. Die beiden Radien (r4 und r5) haben andere Bezeichnungen als bei der Standardnut, weil sie die spezifischen schrägen Flanken der Trapezform definieren.
Der Ausgangspunkt für alle anderen Maße. Die Trapeznut ist für Schnurdurchmesser ab 2,50 mm verfügbar. Unter 2,50 mm ist die trapezförmige Geometrie innerhalb der Toleranzen, die eine ordnungsgemäße Klemmwirkung gewährleisten, nicht realisierbar. Gängige Größen für industrielle Anwendungen sind 3,53 mm, 5,33 mm und 7,00 mm.
Die Nuttiefe bestimmt, wie weit der Ring in die Nut fällt und damit auch, wie stark die Klemmwirkung ist. Eine zu flache Nut führt zu unzureichender Klemmung, sodass der Ring sich bei Stößen oder Vibrationen trotzdem lösen kann. Eine zu tiefe Nut erschwert das Einsetzen des Rings und kann den Ring beim Einführen beschädigen. Die symmetrische Toleranz von ±0,05 mm ist strenger als bei der rechteckigen Nut.
Die Breite der Nut an der engsten Stelle bestimmt, ob der Ring hinein- oder herauskann. Die trapezförmige Form bewirkt, dass der Ring beim Einsetzen breiter ist als der Boden zulässt, sich nach vollständigem Einsetzen aber festklemmt. Ist b zu groß, gibt es keine Klemmwirkung mehr. Ist b zu klein, kann der Ring überhaupt nicht eingesetzt werden. Die Toleranz von ±0,05 mm spiegelt diese kritische Funktion wider.
r4 ist der Radius an der schrägen Nutflanke, r5 ist der Übergangsradius am Nutboden. r4 steigt von 0,40 mm bei kleinen Schnurdurchmessern auf 1,60 mm bei größeren Größen. r5 steigt von 0,25 mm auf 0,50 mm. Beide Radien sind wesentlich für die Klemmwirkung: Eine zu scharfe Ecke zieht den Ring beschädigt in die Nut, ein zu großer Radius verringert die Klemmkraft.
Die Trapezform erfordert spezielle Bearbeitungstechniken. Ein Standard-Nutfräser reicht nicht aus: Die schrägen Flanken müssen mit einem Profilfräser oder durch Drehen mit der richtigen Fräserform hergestellt werden. Das ist der Hauptgrund, warum die Trapeznut teurer ist als die rechteckige. Die Oberflächenbearbeitung folgt denselben Normen wie bei anderen statischen Anwendungen: Dichtfläche Ra max. 1,6 µm, Nutboden Ra max. 3,2 µm, Flanken Ra max. 6,3 µm. Kontrollieren Sie nach der Bearbeitung immer die Gratbildung an den schrägen Flanken. Grate am Übergang von der Nutflanke zur Dichtfläche können den Ring beim Einsetzen beschädigen.
Die Trapeznut stellt keine anderen Anforderungen an den Werkstoff als die rechteckige Nut. NBR ist die Standardwahl, EPDM für Wasser und Dampf, FKM für Chemikalien und hohe Temperaturen. Bedenken Sie, dass die Klemmwirkung der Trapeznut von der Elastizität des Rings abhängt: Ein zu harter Werkstoff (über 80 Shore A) kann das Einsetzen erschweren und die Klemmwirkung verringern. Prüfen Sie die Härtewahl zusammen mit der Nutgeometrie.
Prüfen Sie Ihr Medium über den Leitfaden zur Chemikalienbeständigkeit.
| d2 | t ±0,05 | b ±0,05 | r4 | r5 |
| 2,50 | 2,00 | 2,00 | 0,40 | 0,25 |
| 2,60 | 2,10 | 2,10 | 0,40 | 0,25 |
| 2,62 | 2,10 | 2,10 | 0,40 | 0,25 |
| 2,65 | 2,10 | 2,20 | 0,40 | 0,25 |
| 2,70 | 2,20 | 2,20 | 0,40 | 0,25 |
| 2,80 | 2,25 | 2,25 | 0,40 | 0,25 |
| 3,00 | 2,40 | 2,40 | 0,40 | 0,25 |
| 3,10 | 2,50 | 2,50 | 0,40 | 0,25 |
| 3,50 | 2,80 | 2,90 | 0,80 | 0,25 |
| 3,53 | 2,80 | 2,90 | 0,80 | 0,25 |
| 3,55 | 2,80 | 2,90 | 0,80 | 0,25 |
| 3,60 | 2,90 | 2,90 | 0,80 | 0,25 |
| 3,70 | 2,95 | 3,00 | 0,80 | 0,25 |
| 4,00 | 3,20 | 3,30 | 0,80 | 0,25 |
| 4,30 | 3,40 | 3,50 | 0,80 | 0,25 |
| 4,50 | 3,70 | 3,70 | 0,80 | 0,25 |
| 5,00 | 4,15 | 4,00 | 0,80 | 0,25 |
| 5,30 | 4,40 | 4,30 | 0,80 | 0,40 |
| 5,33 | 4,40 | 4,30 | 0,80 | 0,40 |
| 5,50 | 4,60 | 4,40 | 0,80 | 0,40 |
| 5,70 | 4,80 | 4,60 | 0,80 | 0,40 |
| 6,00 | 5,00 | 4,80 | 0,80 | 0,40 |
| 6,50 | 5,50 | 5,20 | 0,80 | 0,40 |
| 6,99 | 5,90 | 5,60 | 1,60 | 0,40 |
| 7,00 | 5,90 | 5,60 | 1,60 | 0,40 |
| 7,50 | 6,40 | 6,10 | 1,60 | 0,40 |
| 8,00 | 6,85 | 6,50 | 1,60 | 0,40 |
| 8,40 | 7,20 | 6,80 | 1,60 | 0,40 |
| 8,50 | 7,30 | 6,90 | 1,60 | 0,50 |
| 9,00 | 7,80 | 7,30 | 1,60 | 0,50 |
| 9,50 | 8,20 | 7,70 | 1,60 | 0,50 |
| 10,00 | 8,70 | 8,10 | 1,60 | 0,50 |
Nur wenn der Ring während oder nach der Montage an seinem Platz bleiben muss, ohne dass die Bauteile bereits geschlossen sind. Denken Sie an Überkopfmontagen, regelmäßig öffnende Verbindungen oder Situationen, in denen der Ring vor der Montage eingesetzt wird und danach ein Transport erfolgt.
Nein. Die Dichtleistung ist bei gleicher Pressung vergleichbar. Der Vorteil der Trapeznut liegt vollständig in ihrer Haltefunktion: Der Ring kann nicht mehr herausfallen.
Weil die Klemmwirkung von dem exakten Maßverhältnis zwischen Ringdurchmesser und Nutgeometrie abhängt. Eine größere Maßabweichung verringert die Klemmwirkung, wenn die Nut zu weit ist, oder macht das Einsetzen unmöglich, wenn sie zu eng ist.
Davon wird abgeraten. Harte Ringe sind weniger elastisch und lassen sich schwieriger in die trapezförmige Nut drücken. Die Klemmwirkung ist bei höheren Härten ebenfalls schwächer. 70 Shore A ist die empfohlene Härte für Trapeznuten.

 Nederlands
Nederlands  English
English  Français
Français  Italiano
Italiano  Español
Español