430.000.000+ O-rings in stock
Fast delivery
The trapezoidal O-ring groove solves a specific assembly problem: once installed, the ring can no longer fall out of the groove. That may sound like a detail, but in overhead assemblies or in machine components that are opened and closed regularly, the trapezoidal O-ring groove is a genuinely practical solution that prevents lost rings and rework. The groove is more complex to machine than a standard rectangular groove, but the additional cost pays for itself through less failure and shorter assembly time. The sealing performance itself is comparable to that of a standard groove.
A trapezoidal groove does not have a rectangular cross-section, but a trapezoidal shape: the bottom of the groove is narrower than the opening. As a result, the O-ring clamps itself into the groove after insertion. It can no longer fall out, even if the component is held upside down or moved. This is the distinguishing advantage compared with the standard rectangular groove. Manufacturing a trapezoidal groove is technically more complex and time-consuming than a rectangular groove. That is a real consideration in large series or simple applications. But in applications where the ring must remain in place during assembly or transport, the extra machining costs generally outweigh the assembly time and loss of rings. The sealing performance itself is comparable to that of a rectangular groove at the same compression.
The trapezoidal groove is not a universal replacement for the standard rectangular groove. The choice makes sense in a limited number of specific situations. It is useful to know those situations, so that you only apply the more complex machining where it actually adds value. In all other cases, the rectangular groove is simpler, cheaper and equally reliable.
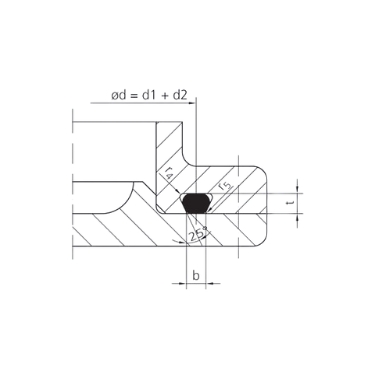
The trapezoidal groove works with five parameters, but the tolerances are different from those of the rectangular groove. Both the groove depth (t) and the groove width (b) have a symmetrical tolerance of ±0.05 mm. That is tighter than the asymmetrical tolerances of the rectangular groove. The reason is the trapezoidal geometry: a larger deviation in depth or width changes the clamping action of the groove on the ring. The two radii (r4 and r5) have different names than in the standard groove, because they define the specific sloping flanks of the trapezoidal shape.
The starting point for all other dimensions. The trapezoidal groove is available for cross-section diameters from 2.50 mm onwards. Below 2.50 mm, the trapezoidal geometry is not feasible within the tolerances that guarantee proper clamping action. Common sizes are 3.53 mm, 5.33 mm and 7.00 mm for industrial applications.
The groove depth determines how far the ring drops into the groove and therefore also how strong the clamping action is. A groove that is too shallow gives insufficient clamping, so that the ring may still come loose under shocks or vibrations. A groove that is too deep makes positioning the ring more difficult and may damage the ring during insertion. The symmetrical tolerance of ±0.05 mm is stricter than in the rectangular groove.
The width of the groove at its narrowest point determines whether the ring can enter or leave it. The trapezoidal shape means that the ring is wider at insertion than the bottom allows, but clamps in place once fully positioned. If b is too wide, there is no clamping action. If b is too narrow, the ring cannot be inserted at all. The tolerance of ±0.05 mm reflects this critical function.
r4 is the radius on the sloping groove flank, r5 is the transition radius at the bottom of the groove. r4 increases from 0.40 mm for small cross-section diameters to 1.60 mm for larger sizes. r5 increases from 0.25 mm to 0.50 mm. Both radii are essential for the clamping action: too sharp an angle pulls the ring into the groove in a damaged state, while too large a radius reduces the clamping force.
The trapezoidal shape requires special machining techniques. A standard groove cutter is not sufficient: the sloping flanks must be produced with a profile cutter or by turning with the correct cutter shape. That is the main reason why the trapezoidal groove is more expensive than the rectangular one. The surface finish follows the same standards as other static applications: sealing surface Ra max. 1.6 µm, groove base Ra max. 3.2 µm, flanks Ra max. 6.3 µm. After machining, always check for burr formation on the sloping flanks. Burrs at the transition from the groove flank to the sealing surface may damage the ring during insertion.
The trapezoidal groove does not impose different material requirements than the rectangular groove. NBR is the standard choice, EPDM for water and steam, FKM for chemicals and high temperatures. Keep in mind that the clamping action of the trapezoidal groove depends on the elasticity of the ring: a material that is too hard (above 80 Shore A) may make insertion more difficult and reduce the clamping action. Check the hardness choice together with the groove geometry.
Check your medium via the chemical resistance guide.
| d2 | t ±0,05 | b ±0,05 | r4 | r5 |
| 2,50 | 2,00 | 2,00 | 0,40 | 0,25 |
| 2,60 | 2,10 | 2,10 | 0,40 | 0,25 |
| 2,62 | 2,10 | 2,10 | 0,40 | 0,25 |
| 2,65 | 2,10 | 2,20 | 0,40 | 0,25 |
| 2,70 | 2,20 | 2,20 | 0,40 | 0,25 |
| 2,80 | 2,25 | 2,25 | 0,40 | 0,25 |
| 3,00 | 2,40 | 2,40 | 0,40 | 0,25 |
| 3,10 | 2,50 | 2,50 | 0,40 | 0,25 |
| 3,50 | 2,80 | 2,90 | 0,80 | 0,25 |
| 3,53 | 2,80 | 2,90 | 0,80 | 0,25 |
| 3,55 | 2,80 | 2,90 | 0,80 | 0,25 |
| 3,60 | 2,90 | 2,90 | 0,80 | 0,25 |
| 3,70 | 2,95 | 3,00 | 0,80 | 0,25 |
| 4,00 | 3,20 | 3,30 | 0,80 | 0,25 |
| 4,30 | 3,40 | 3,50 | 0,80 | 0,25 |
| 4,50 | 3,70 | 3,70 | 0,80 | 0,25 |
| 5,00 | 4,15 | 4,00 | 0,80 | 0,25 |
| 5,30 | 4,40 | 4,30 | 0,80 | 0,40 |
| 5,33 | 4,40 | 4,30 | 0,80 | 0,40 |
| 5,50 | 4,60 | 4,40 | 0,80 | 0,40 |
| 5,70 | 4,80 | 4,60 | 0,80 | 0,40 |
| 6,00 | 5,00 | 4,80 | 0,80 | 0,40 |
| 6,50 | 5,50 | 5,20 | 0,80 | 0,40 |
| 6,99 | 5,90 | 5,60 | 1,60 | 0,40 |
| 7,00 | 5,90 | 5,60 | 1,60 | 0,40 |
| 7,50 | 6,40 | 6,10 | 1,60 | 0,40 |
| 8,00 | 6,85 | 6,50 | 1,60 | 0,40 |
| 8,40 | 7,20 | 6,80 | 1,60 | 0,40 |
| 8,50 | 7,30 | 6,90 | 1,60 | 0,50 |
| 9,00 | 7,80 | 7,30 | 1,60 | 0,50 |
| 9,50 | 8,20 | 7,70 | 1,60 | 0,50 |
| 10,00 | 8,70 | 8,10 | 1,60 | 0,50 |
Only if the ring must remain in place during or after assembly without the parts already being closed. Think of overhead assemblies, regularly opening connections or situations where the ring is positioned before assembly and transport follows afterwards.
No. The sealing performance is comparable at the same compression. The advantage of the trapezoidal groove lies entirely in its retention function: the ring can no longer fall out.
Because the clamping action depends on the exact dimensional relationship between the ring diameter and the groove geometry. A larger dimensional deviation reduces the clamping action if it is too wide, or makes insertion impossible if it is too narrow.
That is not recommended. Hard rings are less elastic and are more difficult to press into the trapezoidal groove. The clamping action is also less strong at higher hardness levels. 70 Shore A is the recommended hardness for trapezoidal grooves.

 Nederlands
Nederlands  Deutsch
Deutsch  Français
Français  Italiano
Italiano  Español
Español