430.000.000+ joints toriques en stock
Livraison rapide
La gorge trapézoïdale pour joint torique résout un problème de montage spécifique : une fois mis en place, le joint ne peut plus tomber hors de la gorge. Cela შეიძლება sembler un détail, mais pour les montages en hauteur ou pour les composants de machines qui sont régulièrement ouverts et fermés, la gorge trapézoïdale pour joint torique constitue une véritable solution pratique qui évite la perte des joints et les retouches. La gorge est plus complexe à usiner qu’une gorge rectangulaire standard, mais ce surcoût est compensé par une réduction des défaillances et un temps de montage plus court. La performance d’étanchéité elle-même est comparable à celle d’une gorge classique.
Une gorge trapézoïdale n’a pas une section rectangulaire, mais une forme trapézoïdale : le fond de la gorge est plus étroit que l’ouverture. Le joint torique se bloque ainsi dans la gorge après insertion. Il ne peut plus tomber, même si le composant est tenu à l’envers ou déplacé. C’est l’avantage distinctif par rapport à la gorge rectangulaire standard. La fabrication d’une gorge trapézoïdale est techniquement plus complexe et plus longue que celle d’une gorge rectangulaire. C’est un vrai point à prendre en compte pour les grandes séries ou les applications simples. Mais dans les applications où le joint doit rester en place pendant le montage ou le transport, les coûts supplémentaires d’usinage compensent généralement le temps de montage et la perte de joints. La performance d’étanchéité elle-même est comparable à celle d’une gorge rectangulaire avec la même compression.
La gorge trapézoïdale n’est pas un remplacement universel de la gorge rectangulaire standard. Ce choix n’est pertinent que dans un nombre limité de situations spécifiques. Il est utile de connaître ces situations afin de n’appliquer l’usinage plus complexe que là où il apporte réellement quelque chose. Dans tous les autres cas, la gorge rectangulaire est plus simple, moins coûteuse et tout aussi fiable.
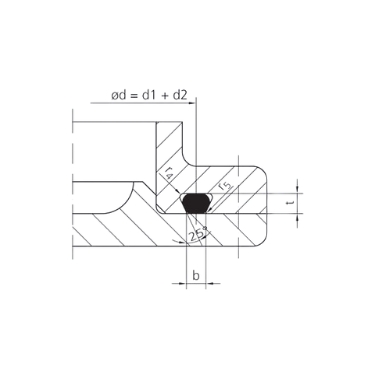
La gorge trapézoïdale utilise cinq paramètres, mais les tolérances sont différentes de celles de la gorge rectangulaire. La profondeur de gorge (t) et la largeur de gorge (b) ont toutes deux une tolérance symétrique de ±0,05 mm. C’est plus strict que les tolérances asymétriques de la gorge rectangulaire. La raison est la géométrie trapézoïdale : une déviation plus importante en profondeur ou en largeur modifie l’effet de blocage de la gorge sur le joint. Les deux rayons (r4 et r5) portent d’autres noms que dans la gorge standard, car ils définissent les flancs inclinés spécifiques de la forme trapézoïdale.
Le point de départ pour toutes les autres dimensions. La gorge trapézoïdale est disponible pour des diamètres de section à partir de 2,50 mm. En dessous de 2,50 mm, la géométrie trapézoïdale n’est pas réalisable dans les tolérances garantissant un effet de blocage correct. Les dimensions courantes pour les applications industrielles sont 3,53 mm, 5,33 mm et 7,00 mm.
La profondeur de gorge détermine à quelle distance le joint s’enfonce dans la gorge et donc aussi l’intensité de l’effet de blocage. Une gorge trop peu profonde donne un blocage insuffisant, de sorte que le joint peut quand même se détacher sous l’effet de chocs ou de vibrations. Une gorge trop profonde rend la mise en place du joint plus difficile et peut endommager le joint lors de l’insertion. La tolérance symétrique de ±0,05 mm est plus stricte que dans la gorge rectangulaire.
La largeur de la gorge à son point le plus étroit détermine si le joint peut y entrer ou en sortir. La forme trapézoïdale fait que le joint est plus large à l’insertion que ce que le fond autorise, mais qu’il se bloque une fois complètement en place. Si b est trop large, il n’y a plus d’effet de blocage. Si b est trop étroit, le joint ne peut pas être inséré du tout. La tolérance de ±0,05 mm reflète cette fonction critique.
r4 est le rayon sur le flanc incliné de la gorge, r5 est le rayon de transition au fond de la gorge. r4 augmente de 0,40 mm pour les petits diamètres de section à 1,60 mm pour les plus grandes dimensions. r5 passe de 0,25 mm à 0,50 mm. Les deux rayons sont essentiels pour l’effet de blocage : un angle trop vif entraîne le joint dans la gorge en l’endommageant, tandis qu’un rayon trop grand réduit la force de blocage.
La forme trapézoïdale exige des techniques d’usinage spéciales. Une fraise à gorge standard ne suffit pas : les flancs inclinés doivent être réalisés avec une fraise de profil ou par tournage avec la forme d’outil appropriée. C’est la principale raison pour laquelle la gorge trapézoïdale est plus coûteuse que la gorge rectangulaire. L’état de surface suit les mêmes normes que pour les autres applications statiques : surface d’étanchéité Ra max. 1,6 µm, fond de gorge Ra max. 3,2 µm, flancs Ra max. 6,3 µm. Après usinage, contrôlez toujours la formation de bavures sur les flancs inclinés. Les bavures à la transition entre le flanc de gorge et la surface d’étanchéité peuvent endommager le joint lors de l’insertion.
La gorge trapézoïdale n’impose pas d’exigences matérielles différentes de celles de la gorge rectangulaire. Le NBR est le choix standard, l’EPDM pour l’eau et la vapeur, le FKM pour les produits chimiques et les températures élevées. Gardez à l’esprit que l’effet de blocage de la gorge trapézoïdale dépend de l’élasticité du joint : un matériau trop dur (au-dessus de 80 Shore A) peut compliquer l’insertion et réduire l’effet de blocage. Vérifiez le choix de dureté en même temps que la géométrie de la gorge.
Vérifiez votre fluide via le guide de résistance chimique.
| d2 | t ±0,05 | b ±0,05 | r4 | r5 |
| 2,50 | 2,00 | 2,00 | 0,40 | 0,25 |
| 2,60 | 2,10 | 2,10 | 0,40 | 0,25 |
| 2,62 | 2,10 | 2,10 | 0,40 | 0,25 |
| 2,65 | 2,10 | 2,20 | 0,40 | 0,25 |
| 2,70 | 2,20 | 2,20 | 0,40 | 0,25 |
| 2,80 | 2,25 | 2,25 | 0,40 | 0,25 |
| 3,00 | 2,40 | 2,40 | 0,40 | 0,25 |
| 3,10 | 2,50 | 2,50 | 0,40 | 0,25 |
| 3,50 | 2,80 | 2,90 | 0,80 | 0,25 |
| 3,53 | 2,80 | 2,90 | 0,80 | 0,25 |
| 3,55 | 2,80 | 2,90 | 0,80 | 0,25 |
| 3,60 | 2,90 | 2,90 | 0,80 | 0,25 |
| 3,70 | 2,95 | 3,00 | 0,80 | 0,25 |
| 4,00 | 3,20 | 3,30 | 0,80 | 0,25 |
| 4,30 | 3,40 | 3,50 | 0,80 | 0,25 |
| 4,50 | 3,70 | 3,70 | 0,80 | 0,25 |
| 5,00 | 4,15 | 4,00 | 0,80 | 0,25 |
| 5,30 | 4,40 | 4,30 | 0,80 | 0,40 |
| 5,33 | 4,40 | 4,30 | 0,80 | 0,40 |
| 5,50 | 4,60 | 4,40 | 0,80 | 0,40 |
| 5,70 | 4,80 | 4,60 | 0,80 | 0,40 |
| 6,00 | 5,00 | 4,80 | 0,80 | 0,40 |
| 6,50 | 5,50 | 5,20 | 0,80 | 0,40 |
| 6,99 | 5,90 | 5,60 | 1,60 | 0,40 |
| 7,00 | 5,90 | 5,60 | 1,60 | 0,40 |
| 7,50 | 6,40 | 6,10 | 1,60 | 0,40 |
| 8,00 | 6,85 | 6,50 | 1,60 | 0,40 |
| 8,40 | 7,20 | 6,80 | 1,60 | 0,40 |
| 8,50 | 7,30 | 6,90 | 1,60 | 0,50 |
| 9,00 | 7,80 | 7,30 | 1,60 | 0,50 |
| 9,50 | 8,20 | 7,70 | 1,60 | 0,50 |
| 10,00 | 8,70 | 8,10 | 1,60 | 0,50 |
Uniquement si le joint doit rester en place pendant ou après le montage sans que les pièces soient déjà fermées. Pensez aux montages au-dessus de la tête, aux liaisons qui s’ouvrent régulièrement ou aux situations dans lesquelles le joint est placé avant le montage et qu’un transport suit ensuite.
Non. La performance d’étanchéité est comparable à compression égale. L’avantage de la gorge trapézoïdale réside entièrement dans sa fonction de retenue : le joint ne peut plus tomber.
Parce que l’effet de retenue dépend du rapport dimensionnel exact entre le diamètre du joint et la géométrie de la gorge. Un écart dimensionnel plus important réduit l’effet de retenue si la gorge est trop large, ou rend l’insertion impossible si elle est trop étroite.
Cela est déconseillé. Les joints durs sont moins élastiques et se laissent plus difficilement presser dans la gorge trapézoïdale. L’effet de retenue est également moins fort à des duretés plus élevées. 70 Shore A est la dureté recommandée pour les gorges trapézoïdales.

 Nederlands
Nederlands  English
English  Deutsch
Deutsch  Italiano
Italiano  Español
Español