430.000.000+ O-Ringe auf Lager
Schnelle Lieferung
Die Vakuumabdichtung mit O-Ringen funktioniert grundlegend anders als Standardanwendungen mit Überdruck. Der Ring muss nicht nur eine Druckgrenze abdichten, sondern auch die Diffusion von Gasmolekülen durch den Gummi verhindern. Bei Überdruckanwendungen hilft der Betriebsdruck mit: Er presst den Ring stärker an. Bei der Vakuumabdichtung mit O-Ringen fehlt diese Unterstützung vollständig. Der Ring muss auf Basis seiner eigenen elastischen Vorspannung abdichten, und gleichzeitig muss der Diffusionsweg durch das Elastomer so lang wie möglich gemacht werden. Dadurch ergeben sich andere Anforderungen an die Nut, die Oberfläche und die Materialauswahl als bei normalen statischen Anwendungen.
Bei Überdruck arbeitet der Druck mit: Er presst den O-Ring stärker gegen die Dichtflächen. Bei Vakuum fehlt diese Hilfe vollständig. Der Ring muss ausschließlich auf Basis seiner eigenen elastischen Vorspannung abdichten, und diese Vorspannung wird durch die Nutgeometrie und die Oberflächenbearbeitung bestimmt. Gleichzeitig ist bei Vakuumanwendungen nicht nur die Dichtheit der Kontaktzone relevant, sondern auch der Diffusionsweg durch das Elastomer selbst. Gasmoleküle können, insbesondere bei geringerem Molekulargewicht, durch den Gummi diffundieren, ohne dass ein klassischer Leckpfad vorliegt. Um dies zu begrenzen, wird die Nut so dimensioniert, dass der Ring die Nut annähernd zu 100% ausfüllt. Je kleiner das freie Volumen in der Nut, desto länger der Diffusionsweg durch das Material und desto geringer die gesamte Leckrate des Systems.
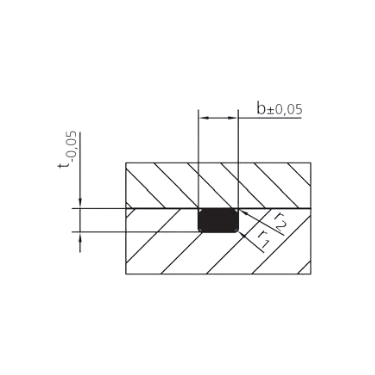
Die Nut für die Vakuumabdichtung ist oberflächlich mit der Standard-Rechtecknut vergleichbar, aber es gibt drei kritische Unterschiede. Die Toleranz auf t ist negativ statt positiv: Die Nut muss etwas flacher als das Nennmaß sein. Die Toleranz auf b ist symmetrisch und enger. Und die Radien r1 und r2 sind kleiner als bei der Standardnut. Zusammen sorgen diese Entscheidungen für eine höhere Vorspannung und eine voller gefüllte Nut bei der Montage.
Dies ist der auffälligste Unterschied zur Standardnut. Die Toleranz auf t ist negativ: Die Nut muss das Nennmaß erreichen, darf aber maximal 0,05 mm flacher sein. Niemals tiefer. Eine flachere Nut führt bei der Montage zu einer höheren radialen Pressung und sorgt dafür, dass der Ring die Nut dichter ausfüllt. Genau das ist bei Vakuum beabsichtigt: mehr Gummi in der Nut, weniger freies Volumen, geringerer Diffusionsweg.
Die Nutbreite hat eine symmetrische Toleranz von ±0,05 mm. Das ist die engste Breitentoleranz aller Nuttypen in diesem Dokument. Der Grund ist derselbe wie bei t: Die Breite darf nicht zu großzügig sein, denn überschüssiges Volumen in der Nut vergrößert den Diffusionsweg. Eine zu schmale Nut lässt den Ring nicht ausreichend verformen und beschädigt den Gummi bei der Montage.
Der Bodenradius r1 ist bei Vakuumnuten kleiner als bei der Standardnut: 0,2 mm für d2 bis 3,00 mm und 0,4 bis 0,6 mm für größere Maße. r2 beträgt ebenfalls 0,1 bis 0,2 mm. Die kleineren Radien tragen zu einem volleren Nutprofil bei. Sie erhöhen außerdem den Kontaktdruck in den Ecken, was für die Dichtleistung bei Vakuum günstig ist.
Neben der Nutgeometrie gibt es drei zusätzliche Maßnahmen, die die Leckrate bei Vakuum weiter senken. Diese Maßnahmen sind nicht verpflichtend, werden aber bei höheren Vakuumanforderungen empfohlen, etwa bei Prozessdruckniveaus unter 10-3 mbar oder in analytischer und medizinischer Instrumentierung.
Zwei O-Ringe hintereinander. Zwei O-Ringe in Serie verlängern den Diffusionsweg erheblich. Der Raum zwischen den beiden Ringen kann außerdem mit einer Vakuumpumpe verbunden oder mit Vakuumfett gefüllt werden, was die Leckrate weiter senkt.
Vakuumfett. Das Aufbringen einer dünnen Schicht Vakuumfett auf den Ring und die Dichtfläche verringert die Diffusion über den Oberflächenkontakt und verbessert die Montagebedingungen. Verwenden Sie nur Fett, das mit dem Gummi und mit dem Vakuumprozess kompatibel ist.
Bessere Oberflächenqualität. Bei Vakuum gelten strengere Rauheitswerte: Dichtfläche Ra max. 0,8 µm (Rz max. 1,6 µm). Das ist strenger als die statischen Standardwerte von Ra max. 1,6 µm.
In zahlreichen Vakuumabdichtungen haben O-Ringe aus Fluorkautschuk (FKM, auch als Viton bekannt) ihre Eignung bewiesen. FKM hat im Vergleich zu NBR oder EPDM eine geringe Gasdurchlässigkeit, was die Diffusionsleckage begrenzt. Außerdem ist FKM gegen die meisten Reinigungschemikalien beständig, die in Vakuumsystemen verwendet werden. NBR ist für einfache Vakuumsysteme ohne aggressive Medien einsetzbar. EPDM kann bei Wasserdampf und bestimmten Lösungsmitteln eingesetzt werden, hat jedoch eine höhere Gasdurchlässigkeit als FKM.
Ziehen Sie den Leitfaden zur Chemikalienbeständigkeit für Ihr spezifisches Medium und Ihr Vakuumniveau zu Rate.
| d2 | t -0,05 | b ±0,05 | r1 |
| 1,50 | 1,05 | 1,80 | 0,2 |
| 1,78 | 1,25 | 2,10 | 0,2 |
| 1,80 | 1,25 | 2,10 | 0,2 |
| 2,00 | 1,40 | 2,35 | 0,2 |
| 2,50 | 1,75 | 2,90 | 0,2 |
| 2,60 | 1,80 | 3,05 | 0,2 |
| 2,62 | 1,85 | 3,05 | 0,2 |
| 2,65 | 1,85 | 3,10 | 0,2 |
| 2,70 | 1,90 | 3,15 | 0,2 |
| 2,80 | 1,95 | 3,30 | 0,2 |
| 3,00 | 2,10 | 3,50 | 0,2 |
| 3,10 | 2,20 | 3,60 | 0,4 |
| 3,50 | 2,45 | 4,10 | 0,4 |
| 3,53 | 2,50 | 4,10 | 0,4 |
| 3,55 | 2,50 | 4,15 | 0,4 |
| 3,60 | 2,50 | 4,20 | 0,4 |
| 3,70 | 2,60 | 4,30 | 0,4 |
| 4,00 | 2,80 | 4,70 | 0,4 |
| 4,50 | 3,15 | 5,30 | 0,4 |
| 5,00 | 3,50 | 5,90 | 0,4 |
| 5,30 | 3,70 | 6,30 | 0,4 |
| 5,33 | 3,70 | 6,30 | 0,4 |
| 5,50 | 3,85 | 6,50 | 0,4 |
| 5,70 | 4,00 | 6,70 | 0,4 |
| 6,00 | 4,20 | 7,10 | 0,4 |
| 6,50 | 4,60 | 7,60 | 0,6 |
| 6,99 | 4,90 | 8,20 | 0,6 |
| 7,00 | 4,90 | 8,20 | 0,6 |
| 7,50 | 5,30 | 8,70 | 0,6 |
| 8,00 | 5,60 | 9,40 | 0,6 |
| 8,40 | 5,90 | 9,90 | 0,6 |
| 8,50 | 6,00 | 10,00 | 0,6 |
| 9,00 | 6,40 | 10,50 | 0,6 |
| 9,50 | 6,70 | 11,10 | 0,6 |
| 10,00 | 7,10 | 11,70 | 0,6 |
Eine flachere Nut führt zu einer höheren radialen Pressung und sorgt dafür, dass der Ring die Nut dichter ausfüllt. Weniger freies Volumen bedeutet einen längeren Diffusionsweg für Gasmoleküle durch den Gummi, was die Leckrate senkt.
Ja, der Ring selbst ist derselbe. Nur die Nut und die Oberfläche sind anders. Achten Sie jedoch auf die richtige Werkstoffwahl: FKM hat die geringste Gasdurchlässigkeit und ist damit die bevorzugte Wahl für höhere Vakuumanforderungen.
Mit einer korrekt ausgeführten Vakuumnut, einem FKM-O-Ring, Vakuumfett und doppelten Ringen ist eine Leckrate von 10-8 mbar·l/s erreichbar. Für höhere Anforderungen (10-10 und niedriger) sind Metall- oder PTFE-Dichtungen erforderlich.
FKM hat eine geringere Gasdurchlässigkeit als NBR oder EPDM, wodurch weniger Gas durch das Material selbst diffundiert. Darüber hinaus ist FKM gegen die meisten Reinigungschemikalien in Vakuumsystemen beständig und weist bei niedrigen Drücken eine geringe Ausgasung auf.
Ja. Vakuumfett verringert die Mikroporosität an der Oberfläche und verbessert den Kontakt zwischen dem Ring und der Dichtfläche. Außerdem reduziert es die Montage-Reibung und schützt den Ring bei der Montage. Verwenden Sie nur Fett, das mit dem Gummi und mit dem Vakuumprozess kompatibel ist.

 Nederlands
Nederlands  English
English  Français
Français  Italiano
Italiano  Español
Español