430.000.000+ joints toriques en stock
Livraison rapide
L’étanchéité sous vide avec un joint torique fonctionne fondamentalement différemment des applications standard en surpression. Le joint ne doit pas seulement assurer l’étanchéité d’une limite de pression, mais aussi empêcher la diffusion de molécules de gaz à travers le caoutchouc. En surpression, la pression de service aide : elle presse davantage le joint en place. Dans l’étanchéité sous vide avec joint torique, cette aide est totalement absente. Le joint doit assurer l’étanchéité grâce à sa propre précontrainte élastique, tout en faisant en sorte que le chemin de diffusion à travers l’élastomère soit aussi long que possible. Cela impose des exigences différentes en matière de gorge, de surface et de choix du matériau par rapport aux applications statiques normales.
En surpression, la pression aide : elle plaque davantage le joint torique contre les surfaces d’étanchéité. Sous vide, cette aide est totalement absente. Le joint doit assurer l’étanchéité uniquement sur la base de sa propre précontrainte élastique, et cette précontrainte est déterminée par la géométrie de la gorge et l’état de surface. En même temps, dans les applications sous vide, ce n’est pas seulement l’étanchéité de la zone de contact qui est pertinente, mais aussi le trajet de diffusion à travers l’élastomère lui-même. Les molécules de gaz peuvent, surtout lorsqu’elles ont une masse moléculaire plus faible, diffuser à travers le caoutchouc sans qu’il y ait un chemin de fuite classique. Pour limiter cela, la gorge est dimensionnée de manière à ce que le joint remplisse la gorge à environ 100%. Plus le volume libre dans la gorge est faible, plus le trajet de diffusion à travers le matériau est long et plus le taux de fuite total du système est faible.
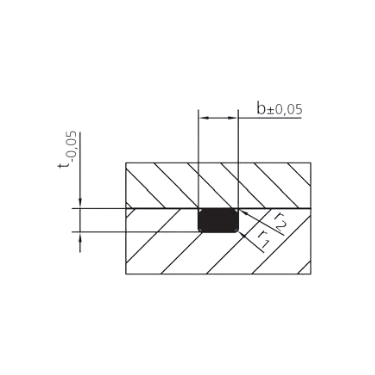
La gorge pour l’étanchéité sous vide ressemble en surface à la gorge rectangulaire standard, mais il existe trois différences critiques. La tolérance sur t est négative au lieu d’être positive : la gorge doit être légèrement moins profonde que la cote nominale. La tolérance sur b est symétrique et plus serrée. Et les rayons r1 et r2 sont plus petits que dans la gorge standard. Ensemble, ces choix assurent une précontrainte plus élevée et une gorge plus pleine lors du montage.
C’est la différence la plus frappante par rapport à la gorge standard. La tolérance sur t est négative : la gorge doit atteindre la cote nominale, mais peut être au maximum 0,05 mm moins profonde. Jamais plus profonde. Une gorge moins profonde donne une compression radiale plus élevée au montage et fait que le joint remplit la gorge de manière plus dense. C’est précisément l’objectif sous vide : plus de caoutchouc dans la gorge, moins de volume libre, moins de trajet de diffusion.
La largeur de la gorge a une tolérance symétrique de ±0,05 mm. C’est la tolérance de largeur la plus serrée de tous les types de gorge dans ce document. La raison est la même que pour t : la largeur ne doit pas être trop grande, car un volume excédentaire dans la gorge augmente le trajet de diffusion. Une gorge trop étroite ne laisse pas le joint se déformer suffisamment et endommage le caoutchouc au montage.
Le rayon de fond r1 est plus petit dans les gorges pour le vide que dans la gorge standard : 0,2 mm pour d2 jusqu’à 3,00 mm, et 0,4 à 0,6 mm pour les tailles supérieures. r2 est également de 0,1 à 0,2 mm. Les rayons plus petits contribuent à un profil de gorge plus plein. Ils augmentent aussi la pression de contact dans les angles, ce qui est favorable aux performances d’étanchéité sous vide.
Outre la géométrie de la gorge, trois mesures supplémentaires permettent de réduire encore davantage le taux de fuite sous vide. Ces mesures ne sont pas obligatoires, mais elles sont recommandées pour des exigences de vide plus élevées, comme à des niveaux de pression de procédé inférieurs à 10-3 mbar ou dans l’instrumentation analytique et médicale.
Deux joints toriques en série. Deux joints toriques en série allongent considérablement le trajet de diffusion. L’espace entre les deux joints peut également être raccordé à une pompe à vide ou rempli de graisse pour vide, ce qui réduit encore davantage le taux de fuite.
Graisse pour vide. L’application d’une fine couche de graisse pour vide sur le joint et sur la surface d’étanchéité réduit la diffusion par le contact de surface et améliore les conditions de montage. Utilisez uniquement une graisse compatible avec le caoutchouc et avec le procédé sous vide.
Meilleure qualité de surface. Sous vide, des valeurs de rugosité plus strictes s’appliquent : surface d’étanchéité Ra max. 0,8 µm (Rz max. 1,6 µm). C’est plus strict que les valeurs statiques standard de Ra max. 1,6 µm.
Dans de nombreuses étanchéités sous vide, les joints toriques en fluoroélastomère (FKM, également appelé Viton) ont prouvé leur efficacité. Le FKM présente une faible perméabilité aux gaz par rapport au NBR ou à l’EPDM, ce qui limite les fuites par diffusion. De plus, le FKM résiste à la plupart des produits chimiques de nettoyage utilisés dans les systèmes sous vide. Le NBR peut être utilisé pour des systèmes sous vide simples sans fluides agressifs. L’EPDM peut être utilisé avec la vapeur d’eau et certains solvants, mais il présente une perméabilité aux gaz plus élevée que le FKM.
Consultez le guide de résistance chimique pour votre fluide spécifique et votre niveau de vide.
| d2 | t -0,05 | b ±0,05 | r1 |
| 1,50 | 1,05 | 1,80 | 0,2 |
| 1,78 | 1,25 | 2,10 | 0,2 |
| 1,80 | 1,25 | 2,10 | 0,2 |
| 2,00 | 1,40 | 2,35 | 0,2 |
| 2,50 | 1,75 | 2,90 | 0,2 |
| 2,60 | 1,80 | 3,05 | 0,2 |
| 2,62 | 1,85 | 3,05 | 0,2 |
| 2,65 | 1,85 | 3,10 | 0,2 |
| 2,70 | 1,90 | 3,15 | 0,2 |
| 2,80 | 1,95 | 3,30 | 0,2 |
| 3,00 | 2,10 | 3,50 | 0,2 |
| 3,10 | 2,20 | 3,60 | 0,4 |
| 3,50 | 2,45 | 4,10 | 0,4 |
| 3,53 | 2,50 | 4,10 | 0,4 |
| 3,55 | 2,50 | 4,15 | 0,4 |
| 3,60 | 2,50 | 4,20 | 0,4 |
| 3,70 | 2,60 | 4,30 | 0,4 |
| 4,00 | 2,80 | 4,70 | 0,4 |
| 4,50 | 3,15 | 5,30 | 0,4 |
| 5,00 | 3,50 | 5,90 | 0,4 |
| 5,30 | 3,70 | 6,30 | 0,4 |
| 5,33 | 3,70 | 6,30 | 0,4 |
| 5,50 | 3,85 | 6,50 | 0,4 |
| 5,70 | 4,00 | 6,70 | 0,4 |
| 6,00 | 4,20 | 7,10 | 0,4 |
| 6,50 | 4,60 | 7,60 | 0,6 |
| 6,99 | 4,90 | 8,20 | 0,6 |
| 7,00 | 4,90 | 8,20 | 0,6 |
| 7,50 | 5,30 | 8,70 | 0,6 |
| 8,00 | 5,60 | 9,40 | 0,6 |
| 8,40 | 5,90 | 9,90 | 0,6 |
| 8,50 | 6,00 | 10,00 | 0,6 |
| 9,00 | 6,40 | 10,50 | 0,6 |
| 9,50 | 6,70 | 11,10 | 0,6 |
| 10,00 | 7,10 | 11,70 | 0,6 |
Une gorge moins profonde donne une compression radiale plus élevée et fait que le joint remplit la gorge de manière plus dense. Moins de volume libre signifie un trajet de diffusion plus long pour les molécules de gaz à travers le caoutchouc, ce qui réduit le taux de fuite.
Oui, le joint lui-même est le même. Seuls la gorge et l’état de surface sont différents. Veillez toutefois à choisir le bon matériau : le FKM a la plus faible perméabilité au gaz et constitue donc le choix privilégié pour des exigences de vide plus élevées.
Avec une gorge pour vide correctement réalisée, un joint torique en FKM, de la graisse pour vide et des joints doubles, un taux de fuite de 10-8 mbar·l/s est réalisable. Pour des exigences plus élevées (10-10 et en dessous), des étanchéités métalliques ou en PTFE sont nécessaires.
Le FKM a une perméabilité au gaz plus faible que le NBR ou l’EPDM, ce qui signifie que moins de gaz diffuse à travers le matériau lui-même. De plus, le FKM résiste à la plupart des produits chimiques de nettoyage utilisés dans les systèmes sous vide et présente un faible dégazage à basse pression.
Oui. La graisse pour vide réduit la microporosité de la surface et améliore le contact entre le joint et la surface d’étanchéité. Elle réduit également le frottement au montage et protège le joint pendant le montage. Utilisez uniquement une graisse compatible avec le caoutchouc et avec le procédé sous vide.

 Nederlands
Nederlands  English
English  Deutsch
Deutsch  Italiano
Italiano  Español
Español