
 Nederlands
Nederlands  English
English  Deutsch
Deutsch  Italiano
Italiano  Español
Español Table des matières : Joints toriques pour vannes
- Général : joints toriques pour vannes (emplacements, fonctions et exemples d’application)
- Joints toriques pour eau potable : sélection des matériaux (EPDM vs FKM/FFKM) et WRAS/NSF 61
- Conception selon l’ISO 3601 : dimensions de gorge, compression et bagues d’appui en PTFE
- Installation et maintenance : montage, lubrification et prévention des fuites
- FAQ
Joints toriques pour vannes (emplacements, fonctions et exemples d’application)
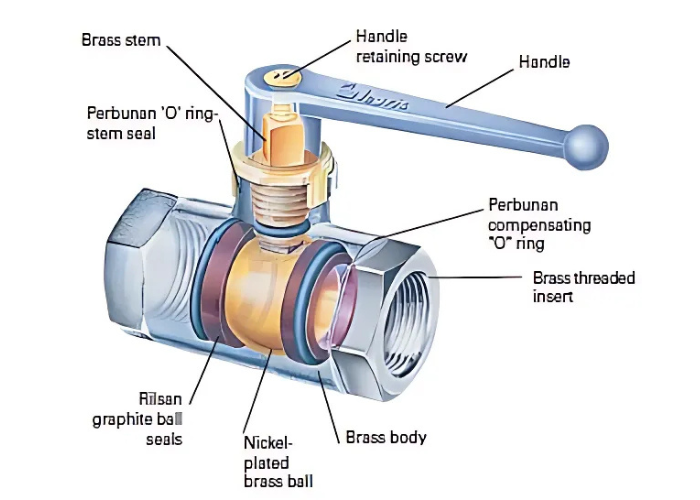
Dans le traitement de l’eau et des eaux usées, on retrouve des joints toriques pour vannes à des emplacements fixes : autour de la tige (étanchéité de tige), entre le corps et le couvercle/bonnet (étanchéité de bonnet/couvercle), au niveau des capots de service et à l’interface avec l’actionneur. Dans les vannes papillon, des joints toriques se trouvent souvent au-dessus et au-dessous de l’arbre afin d’assurer un passage à sec ; dans les vannes à opercule, on les voit plutôt au niveau du bonnet/couvercle, ce qui permet d’étancher sans joint plat. Les robinets à bille et à boisseau utilisent des joints toriques pour l’étanchéité de tige et parfois comme « seat-energizer » : un joint torique qui précharge le siège afin que la vanne soit étanche même à basse pression. Dans les clapets anti-retour, les joints toriques assurent l’étanchéité du couvercle de service pour permettre une inspection et une maintenance rapides. Les joints toriques pour vannes, dans cette industrie, concernent donc d’abord des étanchéités statiques fiables, avec un mouvement lent en dynamique lors de la manœuvre. Cela peut sembler simple, mais le coup de bélier, les variations de pH et la désinfection oxydante imposent des sollicitations de durée de vie plus sévères que dans bien d’autres secteurs. C’est pourquoi nous abordons ci-dessous les joints toriques pour vannes sous l’angle du fluide, de la conception et de la maintenance.
Joints toriques pour eau potable : sélection des matériaux (EPDM vs. FKM/FFKM) et WRAS/NSF 61
La règle de base pour l’eau potable est claire : choisissez des compounds qui, en matière d’hygiène, de migration et de goût/odeur, satisfont au schéma applicable. Aux Pays-Bas et au Royaume-Uni, on rencontre souvent KIWA et WRAS/BS 6920 ; en Amérique du Nord, la norme NSF/ANSI/CAN 61 est courante. Pour les joints toriques destinés à l’eau potable, l’EPDM est généralement le premier choix, car il performe très bien dans l’eau et résiste à l’ozone, au chlore et aux chloramines aux concentrations et températures usuelles. Les joints toriques EPDM sont en outre largement disponibles en versions certifiées WRAS et NSF 61, y compris des variantes à faible déformation rémanente. Les joints pour vannes utilisés lors de dosages d’hypochlorite de sodium ou de dioxyde de chlore exigent une attention accrue : la compatibilité dépend du pH, de la température et de la concentration. Dans ces situations, un compound EPDM de haute qualité ou, lorsque la chimie et la température l’exigent, une solution inerte avec insert en PTFE ou en FFKM constitue une voie judicieuse. Le FKM (Viton®) peut être pertinent en cas d’exposition aux huiles et carburants dans des environnements de pompage, mais il est moins adapté à l’eau chaude/vapeur et aux oxydants forts ; utilisez-le donc de manière sélective.
Pour les eaux usées et les boues, où le H₂S et des composants organiques entrent en jeu, l’EPDM fonctionne souvent très bien ; vérifiez toutefois les conditions de procédé et, à des températures plus élevées ou en présence de solvants, envisagez le FKM ou le FFKM. Pour les exploitants soumis à audit : demandez explicitement des joints toriques certifiés WRAS et vérifiez que les joints EPDM associent une faible déformation rémanente à la dureté Shore appropriée. En cas de charge oxydante plus élevée, il est payant d’opter pour des joints résistants au chlore, ou d’associer des joints pour vannes à des inserts en PTFE lorsque la température et la concentration augmentent. Ainsi, les joints EPDM et les joints pour eau potable destinés aux vannes deviennent un lien entre conformité et fiabilité : on sélectionne non seulement selon la chimie, mais aussi selon les certificats requis et la durée de vie dans votre cycle de nettoyage, rinçage et désinfection.
Conception selon l’ISO 3601 : dimensions de gorge, compression et bagues d’appui en PTFE
Un bon choix de matériau dépend d’une conception correcte de la gorge. L’ISO 3601-1 définit les dimensions standard des joints toriques pour vannes ; l’ISO 3601-2 donne des lignes directrices pour les dimensions de gorge. En pratique, on pilote trois paramètres : squeeze (compression axiale ou radiale), gland-fill (pourcentage de la gorge rempli par le joint torique) et stretch/jeu diamétral.
Pour les applications d’eau, 70 Shore A constitue souvent un bon point de départ, avec un squeeze qui garantit l’étanchéité sans sursolliciter le joint torique. À des pressions plus élevées ou avec un « gap » accru (le jeu entre pièces métalliques), le risque d’extrusion augmente : le joint est alors poussé dans l’interstice et endommagé. C’est là que les bagues d’appui en PTFE entrent en jeu. Ces bagues d’appui, décrites dans l’ISO 3601-4, soutiennent le joint torique d’un ou des deux côtés, limitent le jeu effectif et amortissent les pics de pression. Dans les réseaux soumis au coup de bélier ou à des manœuvres fréquentes, un joint torique 90 Shore A avec bagues d’appui en PTFE est souvent le choix le plus sûr. Vous augmentez ainsi la fiabilité opérationnelle des joints toriques pour vannes dans des réseaux à pression fluctuante.

Gardez à l’esprit que les joints toriques pour vannes influencent aussi le couple de manœuvre : une friction excessive dans l’étanchéité de tige peut provoquer du stick-slip. Avec un lubrifiant approuvé pour l’eau potable, appliqué en fine couche, vous réduisez cette friction sans compromettre l’étanchéité. Des joints toriques pour vannes dimensionnés selon l’ISO 3601, avec la bonne dureté et la bonne configuration de bagues d’appui, résistent mieux aux cycles de pression et conservent leur forme, rendant les intervalles de maintenance plus prévisibles.
Installation et maintenance : montage, lubrification et prévention des fuites
La plupart des fuites observées sur le terrain tiennent moins au « mauvais matériau » qu’à des erreurs de montage. Commencez par une gorge propre et sans bavures ; même de petites bavures ou arêtes vives entaillent l’élastomère au montage. Utilisez une aide de montage ou des chanfreins pour éviter de vriller le joint torique en le faisant passer sur des filetages ou des transitions aiguës. Appliquez une fine couche de lubrifiant homologué eau potable ; cela limite la friction et les microfissures lors de l’assemblage. Pour l’étanchéité de tige de la vanne, pensez à un film mince de graisse de montage agréée eau potable ; pour les lignes de dosage avec oxydants, passer à des joints toriques résistants au chlore évite des pannes inutiles. Les joints toriques pour vannes bénéficient de couples de serrage réguliers sur couvercles, étanchéité de bonnet et capots de service : une compression inégale crée des chemins de fuite locaux.
Après la mise en service, un bref contrôle visuel est utile, surtout dans les systèmes avec NaOCl ou ClO₂ : les milieux oxydants accélèrent le vieillissement lorsque la concentration ou la température est plus élevée que prévu. Si vous observez de la déformation rémanente (profil durablement « aplati »), réduisez le taux de remplissage de la gorge ou choisissez un compound avec de meilleures valeurs de set. Si vous voyez des traces d’extrusion ou des lèvres cisaillées, réduisez le jeu ou installez des bagues d’appui en PTFE. Les joints toriques pour vannes sont relativement peu coûteux ; sur les équipements critiques, planifiez donc un remplacement préventif selon les heures de fonctionnement ou les manœuvres, et pas seulement selon les années calendaires. Enregistrez les numéros de lot, codes de compound et certificats afin de remonter exactement la même qualité au prochain arrêt. Avec cette discipline, les joints toriques d’armatures restent prévisibles, le risque de panne diminue et la qualité de l’eau potable ou de l’effluent demeure assurée.
FAQ
L’EPDM est en règle générale le premier choix. Veillez à choisir une qualité « eau potable » certifiée WRAS ou NSF 61, et à ce que les joints toriques pour vannes correspondent aussi à votre gorge en termes de dureté et de déformation rémanente à la compression. Pour les points critiques relevant de WRAS/BS 6920, des joints toriques certifiés WRAS sont souvent requis.
Si vous travaillez à pression plus élevée, avec un jeu plus important ou si vous attendez des surpressions/coup de bélier. Les bagues d’appui en PTFE limitent l’extrusion et prolongent la durée de vie. Pour de nombreuses vannes papillon et vannes à opercule dans les réseaux, c’est un standard judicieux, en particulier pour les joints toriques de vanne papillon et de vanne à opercule exposés à des pics de pression.
Pas nécessairement. Le FKM est performant avec les huiles/carburants, mais il est moins adapté à l’eau chaude/vapeur et à certains oxydants. Pour le dosage de chlore ou de chloramines, un grade d’EPDM approprié ou, en conditions sévères, une solution inerte (p. ex. insert en PTFE ou FFKM) est souvent préférable. Dans les lignes de dosage à charge oxydante plus élevée, des joints toriques résistants au chlore avec des données d’essais validées peuvent apporter une solution.
L’étanchéité de tige contribue au frottement. Choisissez un compound adapté, dimensionnez la gorge selon l’ISO 3601 et utilisez un lubrifiant homologué eau potable pour éviter le stick-slip et stabiliser le couple. Ainsi, les joints toriques de vannes restent en parfait état, même en cas de manœuvres fréquentes.
Cela dépend de la fréquence de manœuvre, du fluide et de la température. Sur les lignes critiques (désinfection, admission), un remplacement préventif lors des arrêts planifiés est judicieux. Inspectez la déformation rémanente, les fissures et les traces d’extrusion ; remplacez en cas de doute. Les joints toriques pour vannes coûtent peu au regard du coût d’un arrêt imprévu.
Conservez les codes de lot et de compound, les certificats (WRAS/KIWA/NSF 61), d’éventuels rapports d’essai ainsi qu’une note des dimensions de gorge et des couples de serrage. Vous pourrez ainsi démontrer que les joints toriques pour vannes répondent aux exigences, offrent des performances reproductibles et que les joints toriques pour vannes sont traçables.