
 Nederlands
Nederlands  English
English  Deutsch
Deutsch  Italiano
Italiano  Español
Español Table des matières
- Joints toriques pour vérins pneumatiques : applications
- Joints toriques pour vérins pneumatiques : sélection des matériaux
- Joints toriques pour vérins pneumatiques : maintenance & durée de vie
- Joints toriques pour vérins pneumatiques : hygiène & certification
- FAQ
Joints toriques pour vérins pneumatiques : applications
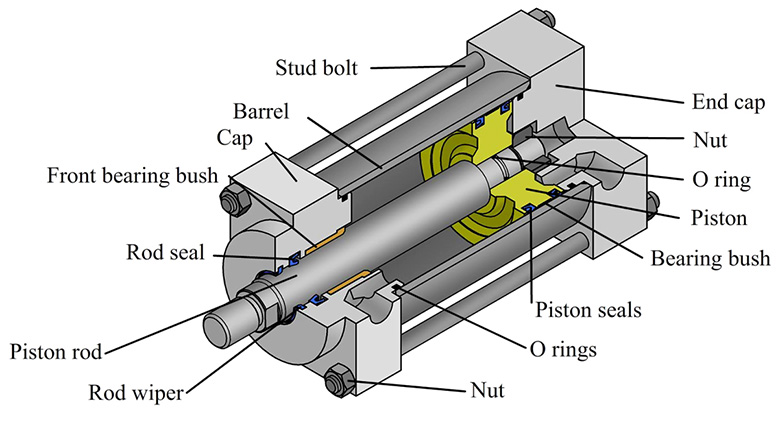
Dans le piston, les joints toriques jouent le rôle de joints dynamiques qui séparent les chambres de pression et rendent la course étanche. C’est la position la plus sollicitée : le joint se déplace, subit des variations de pression et détermine la répétabilité. Ici, le frottement et le film lubrifiant font la différence entre un temps de cycle serré et le stick-slip qui perturbe tout votre temps takt.
Entre le tube du vérin et le couvercle d’extrémité, et au niveau des raccords de ports, les joints toriques pour vérins pneumatiques empêchent le bypass et toute entrée ou sortie indésirable de fluides. Pensez aux joints statiques sur les couvercles d’extrémité, les bouchons et les interfaces de collecteur (manifold). En environnement agroalimentaire, il est particulièrement important que la gorge soit conçue sans angles morts et facile à rincer ; ainsi, les résidus de produit et d’agents de nettoyage ne restent pas et le risque microbien demeure faible.
Joints toriques pour vérins pneumatiques : sélection des matériaux
Pour le CIP/SIP, choisissez des joints toriques en EPDM pour vérins pneumatiques avec une haute résistance à la vapeur. L’EPDM conserve son élasticité sous l’effet de la chaleur et de la vapeur d’eau, tolère généralement bien les nettoyants alcalins et acides et, dans ce contexte, assure une compression stable dans la durée. La précontrainte reste ainsi uniforme et l’étanchéité fiable, même lorsque la ligne est lavée ou stérilisée quotidiennement.
Là où les graisses, les huiles ou l’huile de l’air comprimé interviennent, les joints toriques en FKM sont souvent le meilleur choix. Le FKM se distingue par sa résistance aux milieux huileux et à de nombreux produits chimiques, tout en offrant une large plage de température. Si vous devez avant tout garantir l’inertie chimique et un faible frottement, une solution en PTFE peut être pertinente : par exemple un anneau encapsulé en PTFE ou un joint en PTFE avec énergiseur élastique. Ce type de solution limite l’adhérence, maintient un faible frottement et minimise le risque de transfert de matière vers le produit.
Le choix du matériau va au-delà d’une simple liste « compatible ou non ». Prenez aussi en compte la dureté, la déformation rémanente à la compression et le comportement en cycles thermiques. Un compound à faible déformation rémanente évite que le joint ne « se fatigue » après de longues heures sous effort de serrage. Et veillez à la compatibilité avec les graisses : certains élastomères gonflent au contact de certains lubrifiants. En intégrant ces facteurs, vous faites des joints toriques pour vérins pneumatiques des composants reproductibles de votre procédé plutôt que des variables.
Joints toriques pour vérins pneumatiques : maintenance & durée de vie
Planifiez la maintenance sur la base des données, pas à l’intuition : remplacez préventivement les joints toriques pour vérins pneumatiques en fonction des cycles, des manœuvres et des heures de CIP enregistrées. En définissant des seuils spécifiques par type de machine, vous passez d’une maintenance réactive à une maintenance prédictive. Cela réduit les arrêts et évite qu’une fuite apparemment mineure ne provoque progressivement des pertes d’air comprimé et des problèmes de qualité.
Lors des inspections, il est important d’aller au-delà du simple « fuite oui/non ». Contrôlez les joints toriques pour détecter des zones aplaties (zones plates dues à une compression prolongée), des fissures après des cycles vapeur et un gonflement dû à des milieux défavorables. Évaluez également la gorge : des bavures ou des arêtes vives peuvent entailler le joint lors du montage. Un petit investissement dans le chanfreinage et le polissage se rentabilise rapidement par une durée de service plus longue et moins de pannes imprévues.
La lubrification mérite une attention particulière. Un fin film lubrifiant de qualité alimentaire réduit le frottement et amortit le stick-slip, sans toutefois compromettre la nettoyabilité. Envisagez des racleurs ou des racleurs doubles pour retenir l’eau et les saletés à l’extérieur de la tige. Lors du nettoyage, il est judicieux de sortir la tige ; vous limitez ainsi la pénétration d’eau le long du racleur et protégez les joints toriques pour vérins pneumatiques contre l’intrusion d’humidité. Enfin, travaillez avec des lots traçables et consignez les moments de remplacement ; cela permet de corréler avec des pannes ou des changements de recette.

Joints toriques pour vérins pneumatiques : hygiène & certification
La documentation est tout aussi importante que le matériau lui-même : utilisez des joints toriques pour vérins pneumatiques avec des déclarations FDA et EC 1935/2004 à jour et, le cas échéant, assurez GMP (EG 2023/2006), USP Class VI ou 3-A. Demandez les codes de compound et les certificats de lot, afin que les pistes d’audit soient complètes. Dans les procédés aseptiques, il vaut la peine d’intégrer les données de validation dans votre change-control ; vous éviterez ainsi les surprises lors de la requalification.
Choisissez des joints toriques pour vérins pneumatiques issus de compounds conformes à la FDA et à EC 1935/2004 (tels que l’EPDM, le FKM ou des solutions en PTFE disponibles chez O-ring-stocks). Associez cela à une conception hygiénique de la gorge : rayons plutôt qu’arêtes internes vives, bonne évacuation et surface rinçable. La dureté adéquate (souvent 70 Shore A) équilibre force d’étanchéité et nettoyabilité et limite le risque de fluage à froid dans des boîtiers en plastique. En cas de différentiel de pression plus élevé ou de jeux plus importants, évitez l’extrusion avec des bagues d’appui en PTFE. Ainsi, l’étanchéité devient non seulement un choix technique, mais aussi un choix sûr pour les aliments.
Joint torique en EPDM pour CIP/SIP et vapeur ; joint torique en FKM en contact avec huile/graisse ; joint torique en PTFE (ou joint PTFE avec énergiseur) pour inertie chimique et faible frottement.
Utilisez des compounds avec déclaration FDA et EC 1935/2004 ; garantissez les GMP (EG 2023/2006) et, le cas échéant, USP Class VI ainsi que des certificats de lot pour la traçabilité.
Choisissez un compound à faible déformation rémanente à la compression et env. 70 Shore A de dureté, adoptez une conception hygiénique de la gorge et utilisez un fin film lubrifiant de qualité alimentaire ; utilisez des racleurs/doubles racleurs contre l’eau et les saletés.
Définissez les intervalles sur la base de données en fonction des cycles/manœuvres et des heures de CIP ; inspectez la présence de zones aplaties, de gonflement et de fissures, et remplacez de façon préventive afin d’éviter des arrêts imprévus.
Utilisez des bagues d’appui en PTFE avec un joint torique dès que des pics de pression, des températures plus élevées ou des jeux plus importants peuvent provoquer une extrusion. Elles apportent un soutien mécanique et maintiennent la lèvre d’étanchéité en place.