430.000.000+ O-Ringe auf Lager
Schnelle Lieferung
Die statische radiale Pressung eines O-Rings wirkt einfach: Ring in die Nut, Deckel drauf, fertig. Trotzdem liegen die meisten Leckageprobleme in der Nut selbst. Zu tief gefräst, keine Anfasung an der Einführseite oder eine Toleranz, die knapp außerhalb des zulässigen Bereichs liegt: Das reicht aus, damit die Abdichtung versagt, manchmal sofort, manchmal erst nach einigen Betriebsstunden. Dieser Artikel behandelt alle sechs Nutparameter für die statische radiale Pressung mit O-Ring, einschließlich der vollständigen Maßtabelle und der häufigsten Fehler in der Praxis.
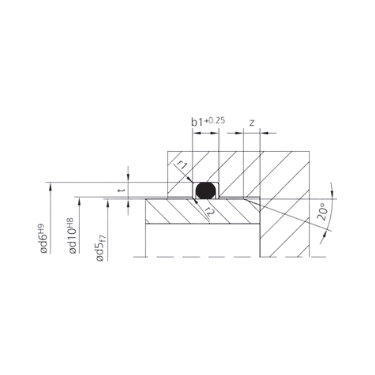
Die Nut für die statische radiale Abdichtung wird durch sechs Parameter bestimmt. Zusammen legen sie fest, wie stark der O-Ring zusammengedrückt wird, ob er bei der Montage unbeschädigt bleibt und ob sich der Gummi frei genug verformen kann. Stimmt auch nur eines dieser Maße nicht, reicht das in der Regel bereits für eine Leckage aus, manchmal sofort sichtbar, manchmal erst nach Stunden oder Tagen im Einsatz. Die Parameter sind Schnurdurchmesser (d2), Nuttiefe (t), Nutbreite (b1), Anfasungslänge (z) und zwei Abrundungsradien (r1 und r2). Sie hängen alle direkt von d2 ab: Der Schnurdurchmesser ist der Ausgangspunkt für die gesamte Berechnung. Die Standardtabelle nimmt Ihnen diese Rechenarbeit ab, aber wenn Sie verstehen, was jeder Parameter bewirkt, können Sie Fehler vor der Montage erkennen und nicht erst danach.
Der Schnurdurchmesser ist der Ausgangspunkt für die gesamte Nutberechnung. Nuttiefe, Nutbreite, Anfasungslänge und die beiden Radien werden alle von d2 abgeleitet. Wählen Sie einen O-Ring mit einem anderen Schnurdurchmesser als dem, für den die Nut ausgelegt ist, stimmen alle anderen Maße nicht mehr. Gängige Schnurdurchmesser für statische radiale Anwendungen sind 1,78 mm, 2,62 mm, 3,53 mm und 5,33 mm. Das sind die AS568- und ISO-3601-Standardmaße, die bei den meisten Konstruktionen passen.
Die Nuttiefe ist immer kleiner als der Schnurdurchmesser. Die Differenz bestimmt die Pressung: wie stark der O-Ring gegen die Gegenfläche gedrückt wird. Zu viel Pressung beschädigt den Gummi auf Dauer. Zu wenig und der Kontaktdruck ist unzureichend. Der empfohlene Bereich liegt zwischen 15 und 30% von d2.
Pressung (%) = (d2 − t) / d2 × 100. Bei d2 = 3,00 mm und t = 2,30 mm: 23%.
Die Toleranz für t ist nur positiv (+0,05 mm): Die Nut darf etwas tiefer als das Nennmaß sein, aber niemals flacher. Prüfen Sie das t-Maß immer mit einem Tiefenmessgerät, auch wenn das Werkzeug noch neu aussieht.
Wenn ein O-Ring radial zusammengedrückt wird, fließt der Gummi in axialer Richtung. Die Nut muss breit genug sein, um diese Verformung aufzunehmen, andernfalls wird der Ring verformt und verliert seinen runden Querschnitt. Ein unrunder Ring erzeugt einen ungleichmäßigen Kontaktdruck über den Umfang, und das führt fast immer zu Leckage. Die Toleranz für b1 beträgt +0,25 mm: etwas breiter ist zulässig, schmaler nicht. Im Zweifel wählen Sie das größere Maß.
Der am häufigsten übersehene Parameter im gesamten Entwurf. Ohne Anfasung an der Einführseite gleitet der O-Ring bei der Montage über eine scharfe Kante. Nach der Montage scheint der Ring vollständig intakt zu sein, hat aber innere mikroskopische Risse. Diese werden sichtbar, sobald die Abdichtung unter Druck steht, manchmal sofort, manchmal erst nach einigen Betriebsstunden. Der empfohlene Winkel beträgt 15 bis 20 Grad. Der z-Wert steigt mit dem Schnurdurchmesser: von 1,5 mm bei d2 = 1,78 mm bis 6,0 mm bei d2 = 15,00 mm.
Der Bodenradius r1 verhindert Spannungskonzentrationen im Gummi an der Stelle, an der der Ring den Nutboden berührt. Bei kleinen Schnurdurchmessern (bis d2 = 3,00 mm) gilt r1 = 0,3 mm. Oberhalb von d2 = 3,10 mm steigt r1 auf 0,6 mm und oberhalb von d2 = 6,50 mm auf 1,0 mm oder mehr. Der Eckradius r2 am oberen Rand der Nut bleibt nahezu konstant bei 0,2 mm. Ein zu kleiner Radius erzeugt bei höheren Betriebsdrücken zusätzliche Spannungen im Gummi.
Die Nut stimmt, die Toleranzen wurden eingehalten, der Ring sitzt richtig, und trotzdem leckt die Abdichtung. Dieses Muster sehen wir regelmäßig. Fast immer liegt die Ursache in zwei Faktoren, die außerhalb der Nutgeometrie liegen: der Rauheit der Dichtfläche und der Breite des Spalts zwischen den beiden Bauteilen. Eine einzige Drehrille oder ein Kratzer in der Dichtfläche reicht aus, um einen durchgehenden Leckpfad entlang des O-Rings zu erzeugen, besonders bei niedrigen Betriebsdrücken, bei denen der Ring weniger stark anpresst. Ein zu breiter Spalt führt bei höheren Drücken zur Extrusion: Der Gummi wird in die Öffnung gepresst und danach irreversibel beschädigt. Beide Faktoren lassen sich mit der richtigen Oberflächenbehandlung und Maßhaltigkeit gut beherrschen.
Rauheitswerte: Dichtfläche Ra max. 1,6 µm (Rz max. 6,3 µm), Nutboden Ra max. 3,2 µm, Nutflanken Ra max. 6,3 µm. Eine einzige Drehrille genügt für einen Leckpfad.
Spaltbreite bei 70 Shore A: bis 63 bar max. 0,2 mm; bei 100–160 bar max. 0,05 mm; oberhalb von 100 bar werden Stützringe empfohlen.
Silikon: halbieren Sie die zulässige Spaltbreite. Silikon hat eine geringere Zugfestigkeit als NBR oder FKM.
Technische Leckageprobleme haben selten eine mysteriöse Ursache. In der Praxis tauchen drei Fehler immer wieder auf, unabhängig von der Branche oder der Art der Anwendung. Gemeinsam ist ihnen, dass sie bei der Sichtprüfung nach der Montage nicht erkennbar sind: Die Nut sieht gut aus, der Ring sitzt korrekt, aber das System leckt, sobald es unter Druck steht. Oder schlimmer noch: Es beginnt erst nach einigen Betriebsstunden zu lecken, wenn längst jemand davon ausgegangen ist, dass alles in Ordnung sei. Alle drei nachstehenden Fehler lassen sich vermeiden. Sie erfordern kein zusätzliches Material, kein teureres Werkzeug und keine Änderung am Entwurf, sondern nur eine zusätzliche Kontrolle im richtigen Moment des Montageprozesses.
Die Nutgeometrie und die Maßtabelle sind werkstoffunabhängig: Für NBR, EPDM und FKM gelten dieselben Maße. Was sich je nach Werkstoff unterscheidet, ist die Eignung für das Medium und die Betriebstemperatur. Die falsche Werkstoffwahl führt zu Quellen, Schrumpfen oder chemischem Abbau des Rings, auch wenn Nut und Pressung exakt stimmen. NBR ist die Standardwahl für die meisten hydraulischen und pneumatischen Anwendungen. EPDM funktioniert besser bei Wasser und Dampf. FKM (Viton) ist beständig gegen aggressive Chemikalien und hohe Temperaturen. Unter -30 °C oder über +100 °C gelten zusätzliche Anforderungen an den Werkstoff, die außerhalb der Standardtabellen liegen. Im Zweifel ziehen Sie den Chemikalienbeständigkeitsleitfaden zu Rate oder wenden Sie sich an unsere Spezialisten.
Prüfen Sie die Verträglichkeit mit Ihrem Medium über den Leitfaden zur Chemikalienbeständigkeit (1.500+ Medien).
|
(d2) |
(t) +0,05 |
(b1) +0,25 |
(r1) |
| 0,5 | 0,35 | 0,7 | 0,3 |
| 0,74 | 0,5 | 1,1 | 0,3 |
| 1 | 0,7 | 1,4 | 0,3 |
| 1,02 | 0,7 | 1,4 | 0,3 |
| 1,2 | 0,85 | 1,7 | 0,3 |
| 1,25 | 0,9 | 1,7 | 0,3 |
| 1,27 | 0,9 | 1,7 | 0,3 |
| 1,3 | 0,95 | 1,8 | 0,3 |
| 1,42 | 1,05 | 1,9 | 0,3 |
| 1,5 | 1,1 | 2 | 0,3 |
| 1,52 | 1,1 | 2 | 0,3 |
| 1,6 | 1,2 | 2,2 | 0,3 |
| 1,63 | 1,2 | 2,2 | 0,3 |
| 1,78 | 1,3 | 2,4 | 0,3 |
| 1,8 | 1,3 | 2,4 | 0,3 |
| 1,83 | 1,35 | 2,5 | 0,3 |
| 1,9 | 1,4 | 2,6 | 0,3 |
| 1,98 | 1,5 | 2,7 | 0,3 |
| 2 | 1,5 | 2,7 | 0,3 |
| 2,08 | 1,55 | 2,8 | 0,3 |
| 2,1 | 1,55 | 2,8 | 0,3 |
| 2,2 | 1,65 | 3 | 0,3 |
| 2,26 | 1,7 | 3 | 0,3 |
| 2,3 | 1,75 | 3 | 0,3 |
| 2,34 | 1,75 | 3,1 | 0,3 |
| 2,4 | 1,8 | 3,2 | 0,3 |
| 2,46 | 1,85 | 3,3 | 0,3 |
| 2,5 | 1,9 | 3,3 | 0,3 |
| 2,6 | 2 | 3,5 | 0,3 |
| 2,62 | 2 | 3,5 | 0,3 |
| 2,65 | 2 | 3,6 | 0,3 |
| 2,7 | 2,05 | 3,6 | 0,3 |
| 2,8 | 2,15 | 3,7 | 0,3 |
| 2,92 | 2,2 | 3,9 | 0,3 |
| 2,95 | 2,2 | 3,9 | 0,3 |
| 3 | 2,3 | 4 | 0,3 |
| 3,1 | 2,4 | 4,1 | 0,6 |
| 3,5 | 2,7 | 4,6 | 0,6 |
| 3,53 | 2,7 | 4,7 | 0,6 |
| 3,55 | 2,7 | 4,7 | 0,6 |
| 3,6 | 2,8 | 4,8 | 0,6 |
| 3,7 | 2,9 | 4,9 | 0,6 |
| 4 | 3,1 | 5,3 | 0,6 |
| 4,3 | 3,4 | 5,6 | 0,6 |
| 4,5 | 3,5 | 5,9 | 0,6 |
| 5 | 4 | 6,6 | 0,6 |
| 5,3 | 4,3 | 7 | 0,6 |
| 5,33 | 4,3 | 7 | 0,6 |
| 5,5 | 4,4 | 7,2 | 0,6 |
| 5,7 | 4,6 | 7,5 | 0,6 |
| 6 | 4,9 | 7,8 | 0,6 |
| 6,5 | 5,3 | 8,5 | 1 |
| 6,99 | 5,8 | 9,2 | 1 |
| 7 | 5,8 | 9,2 | 1 |
| 7,5 | 6,2 | 9,9 | 1 |
| 8 | 6,7 | 10,5 | 1 |
| 8,4 | 7 | 11 | 1 |
| 8,5 | 7,1 | 11,2 | 1 |
| 9 | 7,6 | 11,8 | 1 |
| 9,5 | 8,1 | 12,4 | 1 |
| 10 | 8,5 | 13 | 1 |
| 10,5 | 9 | 13,6 | 1 |
| 11 | 9,5 | 14,2 | 1 |
| 11,5 | 9,9 | 14,8 | 1 |
| 12 | 10,4 | 15,4 | 1 |
| 12,5 | 10,8 | 16 | 1,5 |
| 13 | 11,3 | 16,6 | 1,5 |
| 13,5 | 11,8 | 17,2 | 1,5 |
| 14 | 12,2 | 17,8 | 1,5 |
| 14,5 | 12,7 | 18,4 | 1,5 |
| 15 | 13,2 | 19,1 | 1,5 |
15 bis 30% des Schnurdurchmessers. Formel: (d2 - t) / d2 × 100. Die Maße in der Standardtabelle liegen immer innerhalb dieses Bereichs.
Der Ring bekommt bei der Montage mikroskopisch kleine innere Risse. Diese werden erst unter Druck sichtbar, manchmal erst nach Stunden oder Tagen. Eine Anfasung von 15–20 Grad verhindert dies.
Über 63 bar bei 70 Shore A. Bei höheren Härten liegt die Grenze etwas höher. Silikon erfordert immer engere Spalte als NBR oder FKM.
Die Nutgeometrie ist identisch. Nur die maximale Spaltbreite muss halbiert werden, da Silikon eine geringere Zugfestigkeit hat und schneller extrudiert.
NBR für Öl und Wasser, EPDM für Dampf und Außenanwendungen, FKM für Chemikalien bis +200 °C. Ziehen Sie den Leitfaden zur Chemikalienbeständigkeit für Ihr spezifisches Medium zu Rate.

 Nederlands
Nederlands  English
English  Français
Français  Italiano
Italiano  Español
Español