I sei parametri della gola
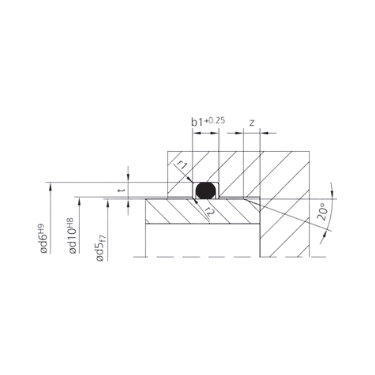
La gola per la tenuta radiale statica è determinata da sei parametri. Insieme, stabiliscono quanto l’O-ring viene compresso, se rimane integro durante il montaggio e se la gomma può deformarsi con sufficiente libertà. Se una sola di queste misure non è corretta, di norma è già sufficiente a causare una perdita, a volte visibile subito, a volte solo dopo ore o giorni di utilizzo. I parametri sono diametro della sezione (d2), profondità della gola (t), larghezza della gola (b1), lunghezza dello smusso di inserimento (z) e due raggi di raccordo (r1 e r2). Dipendono tutti direttamente da d2: il diametro della sezione è il punto di partenza per l’intero calcolo. La tabella standard evita questo lavoro di calcolo, ma capire che cosa fa ogni parametro aiuta a individuare gli errori prima del montaggio, non solo dopo.
d2: diametro della sezione
Il diametro della sezione è il punto di partenza per l’intero calcolo della gola. La profondità della gola, la larghezza della gola, la lunghezza dello smusso e i due raggi sono tutti ricavati da d2. Se scegliete un O-ring con un diametro della sezione diverso da quello per cui la gola è stata progettata, tutte le altre misure non saranno più corrette. I diametri della sezione più comuni per applicazioni radiali statiche sono 1,78 mm, 2,62 mm, 3,53 mm e 5,33 mm. Si tratta delle misure standard AS568 e ISO 3601 che si adattano alla stragrande maggioranza delle costruzioni.
t: profondità della gola (tolleranza +0,05 mm)
La profondità della gola è sempre inferiore al diametro della sezione. La differenza determina la compressione: quanto fortemente l’O-ring viene premuto contro la superficie contrapposta. Una compressione eccessiva danneggia la gomma nel tempo. Una compressione insufficiente, invece, non fornisce una pressione di contatto adeguata. L’intervallo consigliato è compreso tra il 15 e il 30% di d2.
Compressione (%) = (d2 − t) / d2 × 100. Con d2 = 3,00 mm e t = 2,30 mm: 23%.
La tolleranza su t è solo positiva (+0,05 mm): la gola può essere leggermente più profonda della misura nominale, ma mai più bassa. Controllate sempre la misura t con un profondimetro, anche se l’utensile sembra ancora nuovo.
b1: larghezza della gola (tolleranza +0,25 mm)
Quando un O-ring viene compresso radialmente, la gomma fluisce in direzione assiale. La gola deve essere abbastanza larga da assorbire questa deformazione, altrimenti l’anello si deforma e perde la sua sezione rotonda. Un anello non più rotondo provoca una pressione di contatto irregolare lungo tutta la circonferenza, e questo porta quasi sempre a perdite. La tolleranza su b1 è +0,25 mm: una gola leggermente più larga è consentita, più stretta no. In caso di dubbio, scegliete la misura più ampia.
z: lunghezza dello smusso sul lato di inserimento
Il parametro più spesso trascurato di tutto il progetto. Senza smusso sul lato di inserimento, durante il montaggio l’O-ring scorre su uno spigolo vivo. Dopo il montaggio l’anello sembra perfettamente integro, ma presenta microfessure interne. Queste diventano visibili nel momento in cui la tenuta viene messa in pressione, a volte subito, a volte solo dopo alcune ore di esercizio. L’angolo consigliato è di 15-20 gradi. Il valore z aumenta con il diametro della sezione: da 1,5 mm con d2 = 1,78 mm fino a 6,0 mm con d2 = 15,00 mm.
r1 e r2: raggi di raccordo
Il raggio di fondo r1 previene concentrazioni di tensione nella gomma nel punto in cui l’anello tocca il fondo della gola. Per diametri della sezione piccoli (fino a d2 = 3,00 mm), vale r1 = 0,3 mm. Oltre d2 = 3,10 mm, r1 aumenta a 0,6 mm, e oltre d2 = 6,50 mm a 1,0 mm o più. Il raggio d’angolo r2, nella parte superiore della gola, rimane quasi costante a 0,2 mm. Un raggio troppo piccolo genera tensioni aggiuntive nella gomma a pressioni di esercizio più elevate.
Finitura superficiale e larghezza del gioco
La gola è corretta, le tolleranze sono rispettate, l’anello è montato bene, eppure la tenuta perde comunque. È uno schema che incontriamo regolarmente. Quasi sempre la causa risiede in due fattori che esulano dalla geometria della gola: la rugosità della superficie di tenuta e la larghezza del gioco tra i due componenti. Una sola traccia di tornitura o un graffio sulla superficie di tenuta è sufficiente a creare un percorso di perdita continuo lungo l’O-ring, soprattutto a basse pressioni di esercizio, quando l’anello preme meno. Un gioco troppo ampio provoca estrusione a pressioni più elevate: la gomma viene spinta nell’apertura e poi danneggiata in modo irreversibile. Entrambi i fattori possono essere controllati bene con il giusto trattamento superficiale e con una corretta quotatura.
Valori di rugosità: superficie di tenuta Ra max. 1,6 µm (Rz max. 6,3 µm), fondo della gola Ra max. 3,2 µm, fianchi della gola Ra max. 6,3 µm. Una sola traccia di tornitura è sufficiente a creare un percorso di perdita.
Larghezza del gioco a 70 Shore A: fino a 63 bar max. 0,2 mm; a 100–160 bar max. 0,05 mm; oltre 100 bar si raccomandano anelli antiestrusione.
Silicone: dimezzate la larghezza del gioco consentita. Il silicone ha una resistenza alla trazione inferiore rispetto a NBR o FKM.
Tre errori che vediamo regolarmente
I problemi tecnici di perdita raramente hanno una causa misteriosa. Nella pratica, tre errori ritornano continuamente, indipendentemente dal settore o dal tipo di applicazione. Hanno in comune il fatto che non sono visibili a un’ispezione visiva dopo il montaggio: la gola sembra corretta, l’anello è posizionato bene, ma il sistema perde non appena viene messo in pressione. O peggio: comincia a perdere solo dopo alcune ore di esercizio, quando qualcuno pensava già da tempo che fosse tutto a posto. Tutti e tre gli errori qui sotto sono evitabili. Non richiedono materiale aggiuntivo, né utensili più costosi, né modifiche al progetto, ma solo un controllo in più nel momento giusto del processo di montaggio.
- Gola fresata troppo in profondità. Compressione insufficiente, l’anello perde pressione di contatto. Controllate la misura t con un profondimetro, anche quando l’utensile è soggetto a usura.
- Nessuno smusso. L’anello si danneggia durante il montaggio. Le fessure diventano visibili solo sotto pressione, a volte ore più tardi. Uno smusso di 15–20 gradi richiede pochi secondi.
- Diametro della sezione errato. La gola è dimensionata per uno specifico d2. Se troppo grande, causa compressione eccessiva. Se troppo piccolo, causa compressione insufficiente.
Materiale e temperatura
La geometria della gola e la tabella dimensionale sono indipendenti dal materiale: le stesse misure valgono per NBR, EPDM e FKM. Ciò che cambia da un materiale all’altro è l’idoneità rispetto al fluido e alla temperatura di esercizio. La scelta del materiale sbagliato porta a rigonfiamento, ritiro o degradazione chimica dell’anello, anche se la gola e la compressione sono perfettamente corrette. NBR è la scelta standard per la maggior parte delle applicazioni idrauliche e pneumatiche. EPDM funziona meglio con acqua e vapore. FKM (Viton) resiste a sostanze chimiche aggressive e a temperature elevate. Al di sotto di -30 °C o al di sopra di +100 °C valgono requisiti aggiuntivi per il materiale che esulano dalle tabelle standard. In caso di dubbio, consultate la guida alla resistenza chimica o contattate i nostri specialisti.
Controllate la compatibilità con il vostro fluido tramite la guida alla resistenza chimica (1.500+ fluidi).

 Nederlands
Nederlands  English
English  Deutsch
Deutsch  Français
Français  Español
Español