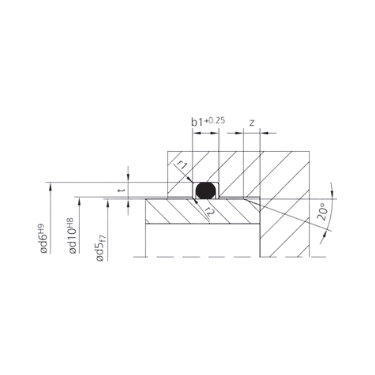
De zes gleufparameters
De gleuf voor statische radiale afdichting wordt bepaald door zes parameters. Samen bepalen ze hoeveel de O-ring wordt ingedrukt, of hij tijdens montage heel blijft, en of het rubber vrij genoeg kan vervormen. Klopt één van deze maten niet, dan is dat doorgaans genoeg voor een lek, soms direct zichtbaar, soms pas na uren of dagen gebruik. De parameters zijn snoerdiameter (d2), gleufdiepte (t), gleufbreedte (b1), afschuinlengte (z) en twee afrondingsradii (r1 en r2). Ze hangen allemaal direct af van d2: de snoerdiameter is het vertrekpunt voor de hele berekening. De standaardtabel neemt dat rekenwerk uit handen, maar begrijpen wat elke parameter doet helpt fouten te signaleren vóór de montage, niet pas daarna.
d2: snoerdiameter
De snoerdiameter is het vertrekpunt voor de gehele gleufberekening. Gleufdiepte, gleufbreedte, afschuinlengte en de twee radii worden allemaal afgeleid van d2. Kiest u een O-ring met een andere snoerdiameter dan waarvoor de gleuf is ontworpen, dan kloppen alle andere maten niet meer. Gangbare snoerdiameters voor statische radiale toepassingen zijn 1,78 mm, 2,62 mm, 3,53 mm en 5,33 mm. Dit zijn de AS568- en ISO 3601-standaardmaten die bij verreweg de meeste constructies aansluiten.
t: gleufdiepte (tolerantie +0,05 mm)
De gleufdiepte is altijd kleiner dan de snoerdiameter. Het verschil bepaalt de persing: hoe hard de O-ring tegen het tegenoppervlak wordt gedrukt. Te veel persing beschadigt het rubber op den duur. Te weinig en de contactdruk is onvoldoende. Het aanbevolen bereik ligt tussen 15 en 30% van d2.
Persing (%) = (d2 − t) / d2 × 100. Bij d2 = 3,00 mm en t = 2,30 mm: 23%.
De tolerantie op t is alleen positief (+0,05 mm): de gleuf mag iets dieper zijn dan de nominale maat, maar nooit ondieper. Controleer de t-maat altijd met een dieptemeter, ook als het gereedschap er nieuw uitziet.
b1: gleufbreedte (tolerantie +0,25 mm)
Wanneer een O-ring radiaal wordt ingedrukt, vloeit het rubber in axiale richting. De gleuf moet breed genoeg zijn om die vervorming op te vangen, anders raakt de ring vervormd en verliest hij zijn ronde dwarsdoorsnede. Een onronde ring geeft onregelmatige contactdruk over de omtrek, en dat leidt vrijwel altijd tot lekkage. De tolerantie op b1 is +0,25 mm: iets breder is toegestaan, smaller niet. Bij twijfel kiest u voor de ruimere maat.
z: afschuinlengte aan de insteekkant
De meest overgeslagen parameter in het hele ontwerp. Zonder afschuining aan de insteekkant schuift de O-ring bij montage over een scherpe rand. De ring lijkt na montage volledig intact, maar heeft inwendige microscopische scheurtjes. Die worden zichtbaar op het moment dat de afdichting onder druk komt, soms direct, soms pas na enkele bedrijfsuren. De aanbevolen hoek is 15 tot 20 graden. De z-waarde neemt toe met de snoerdiameter: van 1,5 mm bij d2 = 1,78 mm tot 6,0 mm bij d2 = 15,00 mm.
r1 en r2: afrondingsradii
De bodemradius r1 voorkomt spanningsconcentraties in het rubber op de plek waar de ring de gleufbodem raakt. Bij kleine snoerdiameters (tot d2 = 3,00 mm) geldt r1 = 0,3 mm. Boven d2 = 3,10 mm loopt r1 op naar 0,6 mm, en boven d2 = 6,50 mm naar 1,0 mm of meer. De hoekradius r2, aan de bovenkant van de gleuf, blijft vrijwel constant op 0,2 mm. Een te kleine radius geeft extra spanning in het rubber bij hogere werkdrukken.
Oppervlakteafwerking en spleetbreedte
De gleuf klopt, de toleranties zijn aangehouden, de ring zit er goed in, maar de afdichting lekt toch. Dat is een patroon dat we regelmatig tegenkomen. Bijna altijd zit de oorzaak in twee factoren die buiten de gleufgeometrie vallen: de ruwheid van het afdichtingsvlak en de breedte van de spleet tussen de twee componenten. Eén draaigroef of kras in het afdichtingsvlak is voldoende voor een continu lekpad langs de O-ring, zeker bij lage werkdrukken waarbij de ring minder hard aanperst. Een te brede spleet leidt bij hogere drukken tot extrusie: het rubber wordt in de opening geperst en is daarna onomkeerbaar beschadigd. Beide factoren zijn goed te beheersen met de juiste oppervlaktebehandeling en maatvoering.
Ruwheidswaarden: afdichtingsvlak Ra max. 1,6 µm (Rz max. 6,3 µm), gleufbodem Ra max. 3,2 µm, gleufflanken Ra max. 6,3 µm. Eén draaigroef is genoeg voor een lekpad.
Spleetbreedte bij 70 Shore A: tot 63 bar max. 0,2 mm; bij 100–160 bar max. 0,05 mm; boven 100 bar steunringen aanbevolen.
Silicoon: halveer de toegestane spleetbreedte. Silicoon heeft een lagere treksterkte dan NBR of FKM.
Drie fouten die we regelmatig terugzien
Technische lekproblemen hebben zelden een mysterieuze oorzaak. In de praktijk komen drie fouten keer op keer terug, ongeacht de industrie of het type toepassing. Ze hebben gemeen dat ze bij visuele inspectie na montage niet zichtbaar zijn: de gleuf ziet er goed uit, de ring zit er correct in, maar het systeem lekt zodra het onder druk komt. Of erger: het lekt pas na een paar bedrijfsuren, op het moment dat iemand al lang dacht dat alles in orde was. De drie fouten hieronder zijn allemaal te voorkomen. Ze vereisen geen extra materiaal, geen duurder gereedschap en geen aanpassing van het ontwerp, alleen een extra controle op het juiste moment in het montageproces.
- Gleuf te diep gefreesd. Te weinig persing, de ring verliest contactdruk. Controleer de t-maat met een dieptemeter, ook bij slijtend gereedschap.
- Geen afschuining. Ring beschadigt bij montage. Scheurtjes zijn pas zichtbaar onder druk, soms uren later. Een afschuining van 15–20 graden kost seconden.
- Verkeerde snoerdiameter. De gleuf is gedimensioneerd voor één specifieke d2. Te groot geeft overmatige compressie. Te klein geeft te weinig persing.
Materiaal en temperatuur
De gleufgeometrie en de maattabel zijn materiaalobjectief: dezelfde maten gelden voor NBR, EPDM en FKM. Wat wél verschilt per materiaal, is de geschiktheid voor het medium en de werktemperatuur. De verkeerde materiaalkeuze leidt tot zwelling, krimp of chemische afbraak van de ring, ook als de gleuf en de persing precies kloppen. NBR is de standaardkeuze voor de meeste hydraulische en pneumatische toepassingen. EPDM werkt beter bij water en stoom. FKM (Viton) is bestand tegen agressieve chemicaliën en hoge temperaturen. Beneden -30 °C of boven +100 °C gelden aanvullende eisen aan het materiaal die buiten de standaardtabellen vallen. Raadpleeg bij twijfel de chemische weerstandsgids of neem contact op met onze specialisten.
Controleer compatibiliteit met uw medium via de chemische weerstandsgids (1.500+ media).

 English
English  Deutsch
Deutsch  Français
Français  Italiano
Italiano  Español
Español