430.000.000+ joints toriques en stock
Livraison rapide
La compression radiale statique d’un joint torique semble simple : joint dans la gorge, couvercle en place, terminé. Pourtant, la plupart des problèmes de fuite se situent dans la gorge elle-même. Gorge fraisée trop profondément, absence de chanfrein du côté de l’introduction, ou tolérance légèrement en dehors de la plage autorisée : cela suffit à faire échouer l’étanchéité, parfois immédiatement, parfois seulement après quelques heures de fonctionnement. Cet article traite les six paramètres de gorge pour la compression radiale statique d’un joint torique, avec le tableau dimensionnel complet et les erreurs les plus fréquentes dans la pratique.
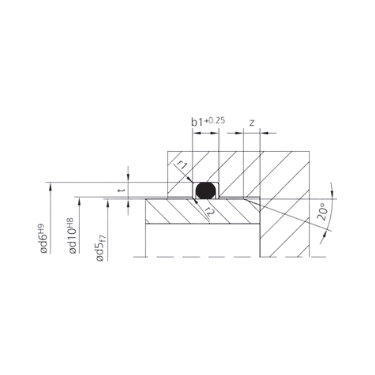
La gorge pour une étanchéité radiale statique est définie par six paramètres. Ensemble, ils déterminent dans quelle mesure le joint torique est comprimé, s’il reste intact pendant le montage et si le caoutchouc peut se déformer suffisamment librement. Si l’une de ces dimensions n’est pas correcte, cela suffit généralement à provoquer une fuite, parfois visible immédiatement, parfois seulement après des heures ou des jours d’utilisation. Les paramètres sont le diamètre de section (d2), la profondeur de gorge (t), la largeur de gorge (b1), la longueur du chanfrein d’introduction (z) et deux rayons d’arrondi (r1 et r2). Ils dépendent tous directement de d2 : le diamètre de section est le point de départ de l’ensemble du calcul. Le tableau standard prend ce travail de calcul en charge, mais comprendre le rôle de chaque paramètre permet de repérer les erreurs avant le montage, et non seulement après.
Le diamètre de section est le point de départ de l’ensemble du calcul de la gorge. La profondeur de gorge, la largeur de gorge, la longueur du chanfrein et les deux rayons sont tous dérivés de d2. Si vous choisissez un joint torique avec un diamètre de section différent de celui pour lequel la gorge a été conçue, toutes les autres dimensions ne seront plus correctes. Les diamètres de section courants pour les applications radiales statiques sont 1,78 mm, 2,62 mm, 3,53 mm et 5,33 mm. Ce sont les dimensions standard AS568 et ISO 3601 qui conviennent à la très grande majorité des constructions.
La profondeur de gorge est toujours inférieure au diamètre de section. La différence détermine la compression : la force avec laquelle le joint torique est pressé contre la surface opposée. Une compression excessive endommage le caoutchouc à terme. Une compression insuffisante, en revanche, ne fournit pas assez de pression de contact. La plage recommandée se situe entre 15 et 30% de d2.
Compression (%) = (d2 − t) / d2 × 100. Avec d2 = 3,00 mm et t = 2,30 mm : 23%.
La tolérance sur t n’est que positive (+0,05 mm) : la gorge peut être légèrement plus profonde que la cote nominale, mais jamais moins profonde. Contrôlez toujours la cote t avec une jauge de profondeur, même si l’outil paraît encore neuf.
Lorsqu’un joint torique est comprimé radialement, le caoutchouc s’écoule dans le sens axial. La gorge doit être suffisamment large pour absorber cette déformation, sinon le joint se déforme et perd sa section circulaire. Un joint qui n’est plus rond donne une pression de contact irrégulière sur toute la circonférence, et cela conduit presque toujours à une fuite. La tolérance sur b1 est de +0,25 mm : un peu plus large est autorisé, plus étroit ne l’est pas. En cas de doute, choisissez la cote la plus large.
Le paramètre le plus souvent négligé de toute la conception. Sans chanfrein du côté d’introduction, le joint torique glisse sur une arête vive pendant le montage. Après le montage, le joint semble parfaitement intact, mais il présente des microfissures internes. Celles-ci deviennent visibles au moment où l’étanchéité est mise sous pression, parfois immédiatement, parfois seulement après quelques heures de fonctionnement. L’angle recommandé est de 15 à 20 degrés. La valeur z augmente avec le diamètre de section : de 1,5 mm pour d2 = 1,78 mm à 6,0 mm pour d2 = 15,00 mm.
Le rayon de fond r1 empêche les concentrations de contraintes dans le caoutchouc à l’endroit où le joint touche le fond de la gorge. Pour les petits diamètres de section (jusqu’à d2 = 3,00 mm), r1 = 0,3 mm s’applique. Au-dessus de d2 = 3,10 mm, r1 passe à 0,6 mm, et au-dessus de d2 = 6,50 mm à 1,0 mm ou davantage. Le rayon d’angle r2, en haut de la gorge, reste pratiquement constant à 0,2 mm. Un rayon trop petit génère des contraintes supplémentaires dans le caoutchouc à des pressions de service plus élevées.
La gorge est correcte, les tolérances sont respectées, le joint est bien en place, mais l’étanchéité fuit quand même. C’est un schéma que nous rencontrons régulièrement. Presque toujours, la cause réside dans deux facteurs extérieurs à la géométrie de la gorge : la rugosité de la surface d’étanchéité et la largeur du jeu entre les deux composants. Une seule rainure d’usinage ou une rayure sur la surface d’étanchéité suffit à créer un chemin de fuite continu le long du joint torique, surtout à basse pression de service lorsque le joint appuie moins fortement. Un jeu trop large entraîne une extrusion à des pressions plus élevées : le caoutchouc est poussé dans l’ouverture et il est alors endommagé de façon irréversible. Ces deux facteurs se maîtrisent bien avec le bon traitement de surface et une bonne tenue des cotes.
Valeurs de rugosité : surface d’étanchéité Ra max. 1,6 µm (Rz max. 6,3 µm), fond de gorge Ra max. 3,2 µm, flancs de gorge Ra max. 6,3 µm. Une seule rainure d’usinage suffit à créer un chemin de fuite.
Largeur du jeu à 70 Shore A : jusqu’à 63 bar max. 0,2 mm ; à 100–160 bar max. 0,05 mm ; au-dessus de 100 bar, des bagues anti-extrusion sont recommandées.
Silicone : divisez par deux la largeur de jeu admissible. Le silicone a une résistance à la traction inférieure à celle du NBR ou du FKM.
Les problèmes techniques de fuite ont rarement une cause mystérieuse. En pratique, trois erreurs reviennent sans cesse, quel que soit le secteur ou le type d’application. Elles ont en commun de ne pas être visibles lors d’une inspection visuelle après le montage : la gorge semble correcte, le joint est bien en place, mais le système fuit dès qu’il est mis sous pression. Ou pire : il ne commence à fuir qu’après quelques heures de fonctionnement, au moment où quelqu’un pensait depuis longtemps que tout allait bien. Les trois erreurs ci-dessous peuvent toutes être évitées. Elles ne nécessitent ni matériau supplémentaire, ni outil plus coûteux, ni modification de conception, seulement un contrôle supplémentaire au bon moment du processus de montage.
La géométrie de la gorge et le tableau dimensionnel sont indépendants du matériau : les mêmes dimensions s’appliquent au NBR, à l’EPDM et au FKM. Ce qui diffère d’un matériau à l’autre, c’est son aptitude vis-à-vis du fluide et de la température de service. Un mauvais choix de matériau entraîne un gonflement, un retrait ou une dégradation chimique du joint, même si la gorge et la compression sont parfaitement correctes. Le NBR est le choix standard pour la plupart des applications hydrauliques et pneumatiques. L’EPDM fonctionne mieux avec l’eau et la vapeur. Le FKM (Viton) résiste aux produits chimiques agressifs et aux hautes températures. En dessous de -30 °C ou au-dessus de +100 °C, des exigences supplémentaires sur le matériau s’appliquent et sortent du cadre des tableaux standard. En cas de doute, consultez le guide de résistance chimique ou contactez nos spécialistes.
Vérifiez la compatibilité avec votre fluide via le guide de résistance chimique (1.500+ fluides).
|
(d2) |
(t) +0,05 |
(b1) +0,25 |
(r1) |
| 0,5 | 0,35 | 0,7 | 0,3 |
| 0,74 | 0,5 | 1,1 | 0,3 |
| 1 | 0,7 | 1,4 | 0,3 |
| 1,02 | 0,7 | 1,4 | 0,3 |
| 1,2 | 0,85 | 1,7 | 0,3 |
| 1,25 | 0,9 | 1,7 | 0,3 |
| 1,27 | 0,9 | 1,7 | 0,3 |
| 1,3 | 0,95 | 1,8 | 0,3 |
| 1,42 | 1,05 | 1,9 | 0,3 |
| 1,5 | 1,1 | 2 | 0,3 |
| 1,52 | 1,1 | 2 | 0,3 |
| 1,6 | 1,2 | 2,2 | 0,3 |
| 1,63 | 1,2 | 2,2 | 0,3 |
| 1,78 | 1,3 | 2,4 | 0,3 |
| 1,8 | 1,3 | 2,4 | 0,3 |
| 1,83 | 1,35 | 2,5 | 0,3 |
| 1,9 | 1,4 | 2,6 | 0,3 |
| 1,98 | 1,5 | 2,7 | 0,3 |
| 2 | 1,5 | 2,7 | 0,3 |
| 2,08 | 1,55 | 2,8 | 0,3 |
| 2,1 | 1,55 | 2,8 | 0,3 |
| 2,2 | 1,65 | 3 | 0,3 |
| 2,26 | 1,7 | 3 | 0,3 |
| 2,3 | 1,75 | 3 | 0,3 |
| 2,34 | 1,75 | 3,1 | 0,3 |
| 2,4 | 1,8 | 3,2 | 0,3 |
| 2,46 | 1,85 | 3,3 | 0,3 |
| 2,5 | 1,9 | 3,3 | 0,3 |
| 2,6 | 2 | 3,5 | 0,3 |
| 2,62 | 2 | 3,5 | 0,3 |
| 2,65 | 2 | 3,6 | 0,3 |
| 2,7 | 2,05 | 3,6 | 0,3 |
| 2,8 | 2,15 | 3,7 | 0,3 |
| 2,92 | 2,2 | 3,9 | 0,3 |
| 2,95 | 2,2 | 3,9 | 0,3 |
| 3 | 2,3 | 4 | 0,3 |
| 3,1 | 2,4 | 4,1 | 0,6 |
| 3,5 | 2,7 | 4,6 | 0,6 |
| 3,53 | 2,7 | 4,7 | 0,6 |
| 3,55 | 2,7 | 4,7 | 0,6 |
| 3,6 | 2,8 | 4,8 | 0,6 |
| 3,7 | 2,9 | 4,9 | 0,6 |
| 4 | 3,1 | 5,3 | 0,6 |
| 4,3 | 3,4 | 5,6 | 0,6 |
| 4,5 | 3,5 | 5,9 | 0,6 |
| 5 | 4 | 6,6 | 0,6 |
| 5,3 | 4,3 | 7 | 0,6 |
| 5,33 | 4,3 | 7 | 0,6 |
| 5,5 | 4,4 | 7,2 | 0,6 |
| 5,7 | 4,6 | 7,5 | 0,6 |
| 6 | 4,9 | 7,8 | 0,6 |
| 6,5 | 5,3 | 8,5 | 1 |
| 6,99 | 5,8 | 9,2 | 1 |
| 7 | 5,8 | 9,2 | 1 |
| 7,5 | 6,2 | 9,9 | 1 |
| 8 | 6,7 | 10,5 | 1 |
| 8,4 | 7 | 11 | 1 |
| 8,5 | 7,1 | 11,2 | 1 |
| 9 | 7,6 | 11,8 | 1 |
| 9,5 | 8,1 | 12,4 | 1 |
| 10 | 8,5 | 13 | 1 |
| 10,5 | 9 | 13,6 | 1 |
| 11 | 9,5 | 14,2 | 1 |
| 11,5 | 9,9 | 14,8 | 1 |
| 12 | 10,4 | 15,4 | 1 |
| 12,5 | 10,8 | 16 | 1,5 |
| 13 | 11,3 | 16,6 | 1,5 |
| 13,5 | 11,8 | 17,2 | 1,5 |
| 14 | 12,2 | 17,8 | 1,5 |
| 14,5 | 12,7 | 18,4 | 1,5 |
| 15 | 13,2 | 19,1 | 1,5 |
15 à 30% du diamètre de section. Formule : (d2 - t) / d2 × 100. Les dimensions du tableau standard se situent toujours dans cette plage.
Lors du montage, le joint subit des microfissures internes microscopiques. Celles-ci ne deviennent visibles que sous pression, parfois seulement après des heures ou des jours. Un chanfrein de 15–20 degrés permet d’éviter cela.
Au-dessus de 63 bar à 70 Shore A. À des duretés plus élevées, la limite est légèrement plus élevée. Le silicone exige toujours des jeux plus étroits que le NBR ou le FKM.
La géométrie de la gorge est identique. Seule la largeur maximale du jeu doit être divisée par deux, car le silicone a une résistance à la traction plus faible et s’extrude plus rapidement.
NBR pour l’huile et l’eau, EPDM pour la vapeur et les applications extérieures, FKM pour les produits chimiques jusqu’à +200 °C. Consultez le guide de résistance chimique pour votre fluide spécifique.

 Nederlands
Nederlands  English
English  Deutsch
Deutsch  Italiano
Italiano  Español
Español