430.000.000+ joints toriques en stock
Livraison rapide
La gorge triangulaire pour joint torique est l’exception. Pour l’étanchéité avec des joints toriques, nous recommandons toujours une gorge rectangulaire, car elle est plus facile à usiner et offre davantage de tolérance pour de petits écarts dimensionnels. Mais sur des couvercles ou des brides, il peut être nécessaire pour des raisons de conception d’utiliser une gorge triangulaire pour joint torique, par exemple s’il n’y a pas assez de profondeur de matière pour une gorge rectangulaire complète. Dans ce cas, d’autres paramètres, moins de degrés de liberté et des tolérances plus strictes s’appliquent. Ne l’utilisez que si la conception l’exige réellement.
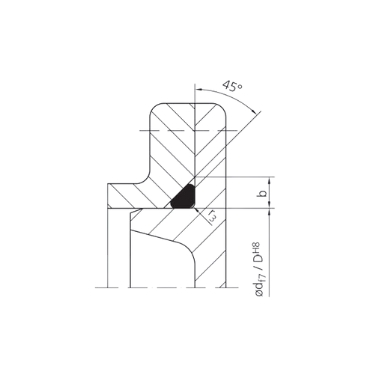
Une gorge triangulaire, également appelée gorge en V, a une section triangulaire au lieu de la forme rectangulaire habituelle. La gorge se rétrécit vers le fond. Lors de l’assemblage des deux pièces, le joint torique est pressé dans l’angle du triangle et le contact prend une géométrie particulière. En pratique, la gorge triangulaire est presque exclusivement utilisée pour les étanchéités planes, comme les couvercles sur des boîtiers ou les brides sur des orifices de vidange. Son domaine d’application est donc plus limité que celui de la gorge rectangulaire. La raison pour laquelle les fabricants choisissent malgré tout cette forme de gorge est presque toujours d’ordre constructif : la profondeur disponible est insuffisante pour une gorge rectangulaire complète, ou la géométrie de la pièce rend une gorge rectangulaire difficile à fraiser. N’utilisez jamais la gorge triangulaire par préférence, uniquement lorsque la construction l’exige réellement.
La gorge triangulaire est une solution de secours avec un domaine d’application bien défini. En dehors de ce domaine, la gorge rectangulaire est toujours le meilleur choix : plus facile à fraiser, plus tolérante aux écarts dimensionnels et plus résistante aux variations de force de montage. Si vous choisissez malgré tout la gorge triangulaire, les tolérances doivent être respectées. C’est une conception qui laisse peu de marge.
La gorge triangulaire n’a que trois paramètres : diamètre de section (d2), largeur de gorge (b) et rayon de fond (r3). Il n’y a pas de profondeur de gorge t distincte dans le tableau, car la profondeur d’une gorge triangulaire découle directement de la largeur de gorge et de l’angle de la gorge. La tolérance sur b n’est que positive et augmente avec le diamètre de section. C’est le seul élément de liberté dans la conception : un peu plus large est autorisé, plus étroit ne l’est pas.
Le diamètre de section est ici aussi le point de départ. La gorge triangulaire est disponible pour des diamètres de section de 1,50 mm à 15,00 mm. La largeur b et le rayon de fond r3 sont directement dérivés de d2. Utilisez toujours le joint pour lequel la gorge a été conçue : un diamètre de section différent modifie complètement la géométrie de contact et donne une étanchéité non fiable.
La largeur de gorge est le seul paramètre figurant directement dans le tableau pour la gorge triangulaire. La tolérance varie selon le diamètre de section : +0,1 mm pour les petites dimensions (d2 jusqu’à 1,80 mm), jusqu’à +0,4 mm pour les dimensions supérieures (d2 au-delà de 8,40 mm). Attention : cette tolérance est asymétrique et uniquement positive. Une gorge trop étroite entraîne une déformation excessive du joint. Une gorge trop large donne une pression de contact insuffisante.
Le rayon de fond r3 augmente de 0,3 mm pour les petits diamètres de section jusqu’à 3,0 mm pour d2 = 15,00 mm. C’est un rayon nettement plus important que dans les gorges rectangulaires. La raison en est la géométrie de contact : dans une gorge triangulaire, le joint repose sur les flancs inclinés, et le fond sert de surface de guidage. Un fond trop vif entraîne une charge ponctuelle dans le caoutchouc, ce qui provoque une détérioration prématurée.
La gorge triangulaire exige une plus grande précision d’usinage que la gorge rectangulaire. L’angle des flancs de gorge doit être correct : un angle différent crée une zone de contact asymétrique sur le joint torique et donc une étanchéité inégale sur toute la circonférence. Après usinage, contrôlez toujours l’angle des flancs de gorge, le rayon de fond et la largeur b. Les bavures à la transition entre le flanc de gorge et la surface d’étanchéité constituent un risque direct pour le joint lors du montage.
Surface de la surface d’étanchéité : Ra max. 1,6 µm (Rz max. 6,3 µm). Cela s’applique à la surface d’étanchéité plane en dehors de la gorge.
Fond de gorge : Ra max. 3,2 µm. Le fond de la gorge en V peut être légèrement plus rugueux.
Flancs de gorge : Ra max. 6,3 µm. Les flancs inclinés sont les moins critiques en termes de rugosité.
Le choix du matériau pour la gorge triangulaire est le même que pour les autres applications statiques : NBR pour les fluides standard, EPDM pour l’eau et la vapeur, FKM pour les produits chimiques agressifs jusqu’à +200 °C. Gardez à l’esprit que la zone de contact est plus étroite dans une gorge triangulaire que dans une gorge rectangulaire. À pression de service plus élevée, la pression de contact sur le caoutchouc est donc plus importante, ce qui renforce légèrement les exigences sur le matériau.
Consultez le guide de résistance chimique pour la compatibilité avec votre fluide spécifique.
| d2 | b | Tol. | r3 |
| 1,50 | 2,05 | +0,1 | 0,3 |
| 1,60 | 2,20 | +0,1 | 0,3 |
| 1,78 | 2,40 | +0,1 | 0,3 |
| 1,80 | 2,40 | +0,1 | 0,3 |
| 1,90 | 2,60 | +0,1 | 0,4 |
| 2,00 | 2,70 | +0,1 | 0,4 |
| 2,20 | 3,00 | +0,1 | 0,4 |
| 2,40 | 3,20 | +0,15 | 0,4 |
| 2,50 | 3,40 | +0,15 | 0,5 |
| 2,60 | 3,60 | +0,15 | 0,5 |
| 2,62 | 3,60 | +0,15 | 0,5 |
| 2,65 | 3,60 | +0,15 | 0,5 |
| 2,70 | 3,70 | +0,15 | 0,6 |
| 2,80 | 3,80 | +0,15 | 0,6 |
| 3,00 | 4,10 | +0,2 | 0,6 |
| 3,10 | 4,20 | +0,2 | 0,6 |
| 3,50 | 4,80 | +0,2 | 0,8 |
| 3,53 | 4,80 | +0,2 | 0,8 |
| 3,55 | 4,80 | +0,2 | 0,8 |
| 3,60 | 4,90 | +0,2 | 0,9 |
| 3,70 | 5,00 | +0,2 | 0,9 |
| 4,00 | 5,50 | +0,2 | 1,2 |
| 4,30 | 5,90 | +0,2 | 1,2 |
| 4,50 | 6,20 | +0,2 | 1,2 |
| 5,00 | 6,80 | +0,25 | 1,2 |
| 5,30 | 7,20 | +0,25 | 1,4 |
| 5,33 | 7,30 | +0,25 | 1,4 |
| 5,50 | 7,50 | +0,25 | 1,5 |
| 5,70 | 7,80 | +0,25 | 1,5 |
| 6,00 | 8,20 | +0,3 | 1,5 |
| 6,50 | 8,80 | +0,3 | 1,7 |
| 6,99 | 9,60 | +0,3 | 2,0 |
| 7,00 | 9,60 | +0,3 | 2,0 |
| 7,50 | 10,20 | +0,3 | 2,0 |
| 8,00 | 10,90 | +0,3 | 2,0 |
| 8,40 | 11,40 | +0,3 | 2,0 |
| 8,50 | 11,60 | +0,4 | 2,0 |
| 9,00 | 12,50 | +0,4 | 2,5 |
| 9,50 | 13,10 | +0,4 | 2,5 |
| 10,00 | 13,70 | +0,4 | 2,5 |
| 10,50 | 14,30 | +0,4 | 2,5 |
| 11,00 | 15,00 | +0,4 | 2,5 |
| 12,00 | 16,50 | +0,4 | 3,0 |
| 15,00 | 20,40 | +0,4 | 3,0 |
Uniquement lorsqu’une gorge rectangulaire n’est pas réalisable d’un point de vue constructif, par exemple en cas de profondeur de matière insuffisante ou sur une pièce existante pour laquelle le fraisage poserait un problème structurel. Dans tous les autres cas, la gorge rectangulaire est le meilleur choix.
Si elle est réalisée correctement, la performance d’étanchéité est comparable. Mais la gorge triangulaire tolère moins bien les écarts dimensionnels et impose des exigences plus élevées en matière de précision d’usinage. Le risque d’erreurs est plus élevé.
Le tableau standard couvre de d2 = 1,50 mm à d2 = 15,00 mm. En dehors de cette plage, il n’existe pas de dimensions normalisées.
Pour la gorge rectangulaire, la tolérance sur la largeur de gorge b1 est une valeur fixe de +0,25 mm. Pour la gorge triangulaire, la tolérance varie selon le diamètre de section, de +0,1 mm pour les petites dimensions jusqu’à +0,4 mm pour les grandes dimensions. Consultez toujours le tableau dimensionnel pour la dimension spécifique.

 Nederlands
Nederlands  English
English  Deutsch
Deutsch  Italiano
Italiano  Español
Español